Customize Gear Skiving for Precise, Efficient Gear Cutting
February 16, 2024


As in nearly all industries, more costeffective solutions are currently called for in the gear manufacturing industry.
In many respects, quality assurance of gearing plays an important role in achieving such solutions. In the automotive industry in particular, there is now a demand for gearing with more complex designs and individual variants while meeting higher quality requirements, all at a lower cost.
In this regard, an organizational structure with the goal of carrying out quality assurance on the shop floor offers advantages in this context, just to name a few:
The following article will address the most important prerequisites for implementing gear measurement in a shop floor environment. In addition to requirements pertaining to the measuring devices, the prerequisites for safe operation of the device will be described, and measuring accuracy will also be examined more closely.
Introduction
New transmission concepts are needed in the automotive industry, with a view to modern drives providing greater energy efficiency. Increasing power density, greater gear ratios, lower noise emissions and improved efficiency result in higher quality requirements for the gearing used in the industry. For this reason, quality assurance for the relevant components must be more comprehensive, but without exceeding the budget.
Quality assurance performed on the shop floor bridges the gap between quality improvement and simultaneous cost limitation. Of course, shop floor quality assurance also involves risks. With careful planning, however, these can be largely minimized.
Installation Location Requirements for a Shop-Floor Measuring Device
The installation conditions of a measuring device are crucial for ensuring the accuracy and reliability of the measuring results (Figure 1). Major influences include the effect of temperature on the measuring device and on the workpiece undergoing inspection, as well as the effect of vibrations on the device and the cleanliness of the workpiece.

Figure 1 Gear inspection in a shop floor environment.
- Click image to enlarge
The influences shown here are largely absent in an air-conditioned measuring chamber. A measuring chamber has known disadvantages, however, such as long distances and wait times for measurement, air-conditioning costs, and additional staff.
With smart planning, the effects of negative influences can be minimized, even when the measuring device is used on the shop floor:
The negative influences outlined here can frequently be found in production lines set up according to outdated standards. Newly installed, modern production lines, by contrast, provide significantly improved prerequisites for shopfloor quality assurance. This is because modern machine tools are completely encapsulated and are frequently equipped with exhaust systems. Quite often, partial air conditioning systems are installed to maintain narrow production tolerances.
Measuring Devices on the Shop Floor
Measuring devices used on the shop floor must be capable of compensating the prevailing negative effects of this environment. This includes factors such as temperature effects, vibration loads, and dust and dirt at the installation location, among others.

Figure 2 Precision measuring centers.
- Click image to enlarge
Precision measuring centers for gear measurement, as shown in Figure 2, provide the appropriate prerequisites:
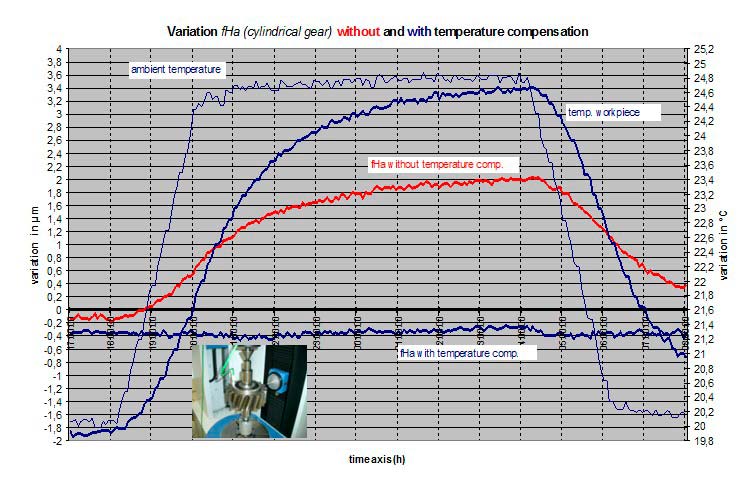
Figure 3 Temperature compensation test results.
- Click image to enlarge
Gearing measuring centers as shown in Figure 2 also have the advantage that measured value recording takes place for cylindrical gears with involute gearing according to the generation principle (Figure 4). The involute curve is generated automatically through the coupled rotational movement of the workpiece with the tangential measuring axis, resulting in stable measurement results, even in the case of positional deviations of the probing system due to environmental influences in production, for example.
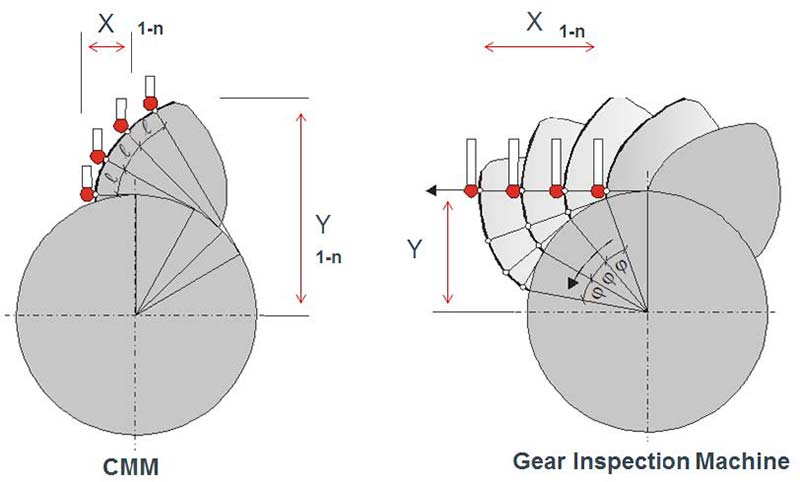
Figure 4 Measuring principle.
- Click image to enlarge
By contrast, profile measurement based on polar coordinates, as is common in general CMM, is significantly more sensitive to positional variations.
Prerequisites for Reliable Performance of Shop-Floor Measurements
An important feature of shop-floor measurement is that the operating staff for the production equipment (hobbing machines, grinding machines, etc.) also carries out the gear measurements.
The purpose of the measurements is to inspect gearing quality following a workpiece change, for instance, or during ongoing production.
This means that the measurements are not carried out by trained measurement technicians, but rather by machine operators. Additional measures are therefore required to perform reliable, accurate measurements.
Figure 5 shows the layout of a shop floor with an integrated measuring station. There are production lines (PL1– PLn) for the individual components of a transmission. Each production line has its own test station (QC1–QCn). Each test station is also networked with a central measuring chamber. In this central measuring chamber, prototype measurements are carried out, and the individual measurement programs that will subsequently be transferred to the test stations in production are created. The measuring results recorded on the shop floor are then transferred back to the measuring chamber, where approval will be granted or additional evaluations, such as statistical analyses, will be carried out.

Figure 5 Layout of a gear component factory.
- Click image to enlarge
The objective is to enable the operator to carry out the necessary measurements on the shop-floor measuring machine with as much ease and reliability as possible. This relies in part on a simple, precise workpiece fixture. A workpiece fixture between centers lends itself well for shafttype workpieces. For disk-shaped workpieces and internal gearing, a chuck is the fixture of choice. The chuck should be designed so that few or no exchange parts are required for different workpieces.
An automatic probe change rack on the measuring devices is recommended when using different probe elements for gearing measurement. The probe change rack enables all necessary probe elements to be calibrated automatically at fixed intervals (once per day or once per shift).
The individual measurement programs are accessed by means of a simply designed graphical user interface, as shown in Figure 6. All measurement programs needed for a measuring station or specific transmission components can be programmed into this page as on a desktop and launched as necessary.
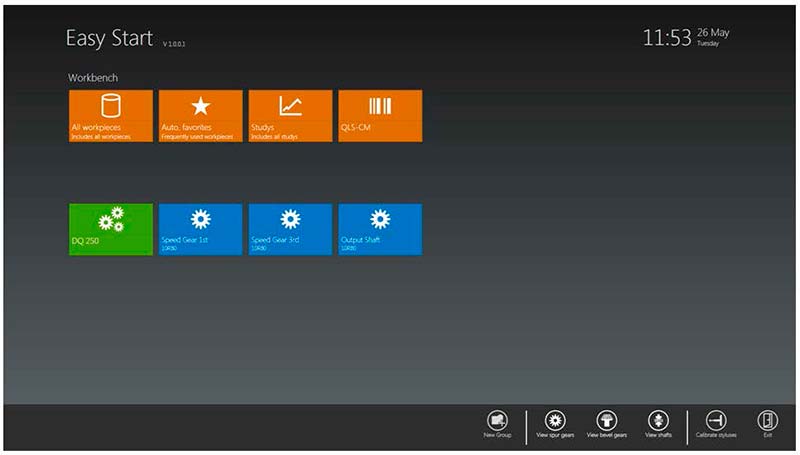
Figure 6 Software HMI.
- Click image to enlarge
The system also includes measurement program retrieval via a barcode scanner.
As already mentioned at the out-set, workpiece cleanliness is important for obtaining accurate, reliable measuring results. The measuring station should therefore also have a workpiece washing station nearby. The advantage of a coldwater washing station is that the workpieces are not warmed, thus obviating temperature- induced measurement variations.
Workpiece temperature is generally a consideration for accurate measurements. In gear measurement, certain measurement parameters are insensitive to temperature, while others respond with greater sensitivity.
Due to the relatively small gearing dimensions in the automotive industry, temperature-induced changes in length are relevant here only for certain parameters. The relative test parameters for profile, tooth trace, pitch and concentricity measurements are rather insensitive. Large, temperature-induced variations can occur, however, when determining tooth thickness or dimension over balls, when the temperature of the workpieces deviates from the reference temperature of 68°F. In this case, a measuring device with workpiece temperature probes is used for compensation.
Maintenance and Calibration of Shop-Floor Measuring Devices
Use of a measuring device on the shop floor generally requires slightly more maintenance and calibration.
Fixed procedures should therefore be specified for individual measuring stations as follows, for example:
Daily maintenance
Weekly maintenance
Quarterly maintenance
Annual maintenance
As regards measuring accuracy, a comparative measurement against a reference standard across all measuring devices is also needed at regular intervals.
Of course, the manner in which the operating staff handles the measuring device is an essential factor in maintenance expenses and in ensuring consistent measuring accuracy. It is certainly an advantage if staff members receive basic training in the proper handling of highprecision measuring devices.
Summary
Quality monitoring of gearing workpieces carried out on the shop floor offers a number of benefits:
To successfully introduce quality assurance on the shop floor, however, appropriate prerequisites must be in place. Careful planning is absolutely necessary.
Exchanges of experience with other companies that have successfully introduced this production structure can certainly be helpful.

Dipl.-Ing. Günter Mikoleizig currently heads the Product Management and Application Engineering- Department for gear inspection machines at the Klingelnberg GmbH, Germany. For more than 30 years he is working in the field of gear inspection technology and he is well experienced with the design and development of inspection machines and the product management. He developed a product line of inspection machines for all kind of gears and other related parts with small dimensions up to very big sizes. Mikoleizig presented papers about gear inspection worldwide and is also an active member of national and international standardization committees.




