Customize Gear Skiving for Precise, Efficient Gear Cutting
February 16, 2024

Robert F. Handschuh and Charles J. Kilmain
Management Summary
An experimental effort has been conducted on an aerospace-quality helical gear train to investigate the thermal behavior of the gear system as many important operational conditions were varied. Drive system
performance measurements were made at varying speeds and loads (to 5,000 hp and 15,000 rpm). Also, an analytical effort was undertaken for comparison to the measured results. The influence of the various loss mechanisms from the analysis for this high-speed helical gearbox will be presented and compared to the experimental results.
Introduction and Background
Current and future high-speed, heavily loaded, and lightweight gearing components will be a part of all propulsion systems for rotorcraft. These systems are expected to deliver high power from the gas turbine engines to the high-torque/low-speed rotor with reduction ratios in the range of 25:1 to 100:1 (Refs. 1–14). Gearing systems in these extreme-duty applications can also have thermal behavior issues due to the high pitch-line velocities. While design considerations for gear tooth bending and contact capacities are usually considered initially, high-speed gearing design needs to carefully consider the consequences of pitch-line velocities approaching 25,000 ft/min. In prior studies, the thermal behavior characteristics of mechanical components have been the least understood and have received a minimum amount of attention in the open literature (Refs. 15–19).
In rotorcraft drive systems, such as those of tiltrotors (Fig. 1), a helical gear train is used to connect the parallel engine and mast shafting on the aircraft. Therefore, the drive system is not only needed to provide the necessary reduction between the engine and rotor, but also has to make the system operate in emergency conditions (Refs. 20 and 21) such as one engine inoperative and oil out conditions. The propulsion configuration for a tiltrotor aircraft is shown in Figure 2 (Ref. 22).

Figure 1—Tiltrotor aircraft.
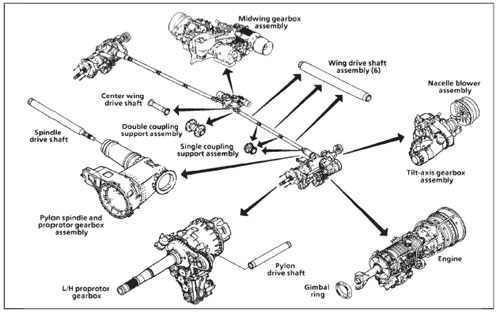
Figure 2—Typical tiltrotor aircraft propulsion system arrangement.
For the drive system components of interest in this study, the gearing between the parallel axes of rotation of the engine and mast is composed of a series of helical gears (or gear train). In this arrangement, the idler gears receive two thermal cycles per revolution. Since these gears are extremely light-weight (low heat-carrying capacity), the successful operation of the system in all possible normal and emergency conditions can be difficult. Other recent publications have looked at several topics of interest with respect to this high-speed gear train (Refs. 23 and 24). Effects of speed, load, shrouds and lubrication flow rate have been studied. The most drastic performance effect caused by any of the conditions that can be imposed is that caused by increased pitch-line velocity of the system. The resultant gear windage from the high-speed components can produce a dramatic increase in power loss.
The objective of this paper is to present the effects of speed and load on the operating performance (power loss) of the helical gear train. A high-speed helical drive train facility that utilizes full-scale, aerospace-quality components was used to generate the data presented in this study. The system can operate to 15,000 rpm (to simulate the engine input rotational speed) and at power levels to 5,000 hp. Also, an analysis of the gearing, bearing, and windage losses was conducted. The experimentally measured efficiency is compared to that attained via analysis methods.
Experimental Setup
Test Facility. A schenatic of rhe test facility used for this study is shown in Figure 3 (Ref. 23). The facility is a closed-loop, torque-regenerative testing system. A test gearbox and slave gearbox are basically mirror images of each other. Each gearbox has an input gear, three idlers, and one bull gear. The gearboxes are joined together through the input gears and bull gears via shafting.
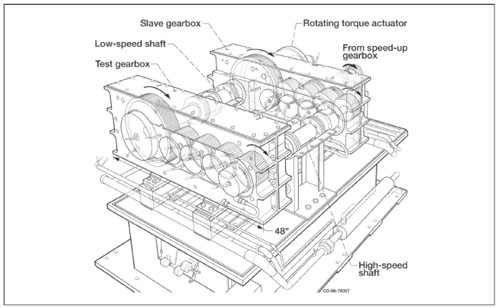
Figure 3—NASA High-Speed Helical Gear Train Test Facility.
The facility is powered by a 500 hp DC drive motor, and its output speed is increased using a speed-increasing gearbox. The output of the speed-increasing gearbox then passes through a torque and speed sensor before connecting to the slave gearbox. A diagram of the entire test stand configuration is shown in Figure 4.
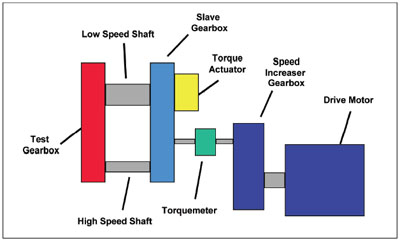
Figure 4—Layout of NASA High-Speed Helical Gear Train Test Facility.
Each gearbox has separate supply pumps, scavenge pumps, and reservoirs. Lubrication system flow rate is controlled using the supply pressure. Temperature is controlled via immersion heaters in the reservoir and heat exchangers that cool the lubricant returned from the gearboxes. Each lubrication system has a very fine 3-micron filtration. Nominal jet pressure into the test or slave gearboxes is at 80 psi. The lubricant used in the tests to be described was a synthetic turbine engine lubricant (DoD–PRF–85734).
Test Instrumentation/Data Acquisition. The test instrumentation used in this study only required measurement of the oil inlet and exit temperatures from the test gearbox, the loop torque (measured via a strain gaged shaft and telemetry), the lubricant supply pressure, and the test gearbox’s outside case temperature. This data was collected at two-second intervals throughout the test and averaged over a 30-second period at steady-state conditions.
Test Hardware. The test hardware used in the tests to be described is aerospace quality hardware. The basic gear design information is contained in Table 1. The input and bull gear shafts have ball bearings to contain the resultant thrust loads, whereas the idler gears only have roller bearings. The partially disassembled test gearbox is shown in Figure 5. The bearing inner race is integral to the shafts on the idler gears and at other radially loaded bearings on the input and bull gear shafts. Shrouds for the gears used to minimize the windage losses are shown in Figure 6.
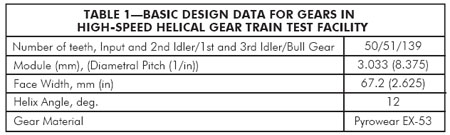

Figure 5—NASA high-speed helical gear train test facility components.
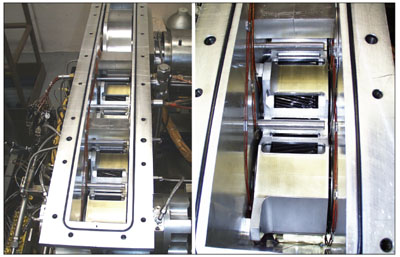
Figure 6—Photographs of shrouding on the test gearbox. Left: entire gearbox. Right: close-up of the input-1st idler gear shrouds.
Test Operation. For a given set of conditions—speed, load, lubricant pressure, and lubricant oil inlet temperature—the facility was operated for at least five minutes, or until the temperatures of interest had stabilized.
Analytical Method
An analysis of the losses of the test gearbox will now be described. In the test gearbox, there are a total of five gears and four gear meshes. All the gear meshing and bearing power losses were found for a total of six conditions. The conditions were at two input shaft speeds—12,500 and 15,000 rpm—and at three levels of applied loop torque—33, 67, and 100 percent of full load.
Each mesh was analyzed using the method of Anderson and Lowenthal (Ref. 25) for the gear sliding and rolling losses. This gear meshing analysis can only analyze spur gears. Therefore, the gear train components were assumed to be spur gears with the same diametral pitch and face width as the test hardware. Since the gears have only a 12° helix angle, this effect was assumed to be negligible.
The gear meshing losses are found along the line of action and numerically integrated. The gear sliding losses use a position-varying friction coefficient based on the gear tooth sliding/rolling velocity, lubricant inlet temperature, and the load being applied. The sliding losses are calculated by the following equation:
 (1)
(1)
where:
C1 = Constant
VSliding = Sliding velocity
f = Friction coefficient
W = Applied load
x = Position along the line of action
The rolling power losses are given by:
 (2)
(2)
where:
C2 = Constant
VRolling = Rolling velocity
h = Lubricant film thickness
öt = Lubricant film thickness thermal reduction factor
The gear windage is based on the method contained in the work of Dawson (Ref. 26). In this model, the effects of gear size, shrouding, rotational speed and environment can be treated. This portion of the gearing losses is given by the following equation:
 (3)
(3)
where:
C3 = Constant
C' = Shape factor, related to the number of teeth, face width to diameter ratio of the gear
ñ = Density of environment (air and lubricant)
N = Gear rotational speed
D = Gear diameter
v = Kinematic viscosity (air and lubricant)
ë = Enclosure factor, 0.5 for tight fitting housing
As an example of the lubricant/air effect on the windage of the helical gear train discussed in this paper, the method of Anderson and Lowenthal (Ref. 25) is used, and the results are shown in Figure 7. In the calculation, lubricant/air percentages are varied. Assuming just air in the gearbox produces very low windage losses. By increasing the lubricant/air percentage to just 1 percent lubricant and 99 percent air results in a 20x increase in windage losses.
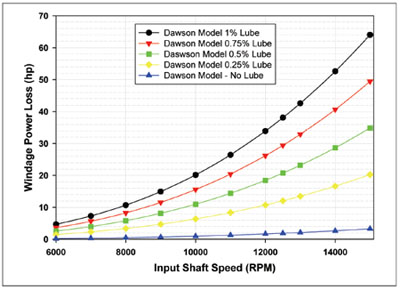
Figure 7—Effect of lubricant-air mixture on windage of high-speed helical gear train.
The bearing losses were found using the method in Reference 27. The friction torque necessary to rotate the bearings under the assumed power and speed conditions was calculated. The calculation is based on the type of bearing, bearing size, applied load and rotational speed. The power loss from the bearings is given by the following:
 (4)
(4)
where the friction torque due to the applied load is given by:
 (5)
(5)
where:
f1 = Factor dependent on bearing design and relative bearing load
Fâ = Dependent on magnitude and direction of the applied load
dm = pitch diameter of the bearing
and where the viscous friction torque is given by:
 (6)
(6)
or
 (7)
(7)
C4, C5, C6 = Constants
fo = Parameter dependent on bearing type and lubrication method
vo = Kinematic viscosity of the lubricant
n = Bearing rpm
The seals on the test rig are only at the input and bull gear shaft locations. The input shaft has a labyrinth seal, and the bull gear uses a carbon face seal. The losses from the sealing system were found to be negligible for this system for the conditions under study in this paper.
Summary of Losses via Analysis
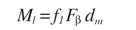
A summary of the analytical results for the gear system under study are presented in Table 2. As mentioned earlier, six conditions were analyzed. A breakdown of the loss mechanisms is also shown in Figure 8 for the 15,000 rpm input shaft speed with the load varying between 33 and 100 percent. The windage losses were assumed to have a lubricant/air mixture of 0.75 and 99.25 percent, respectively. The predicted efficiency ranged from 95.81 to 98.29 percent, depending on the conditions applied.
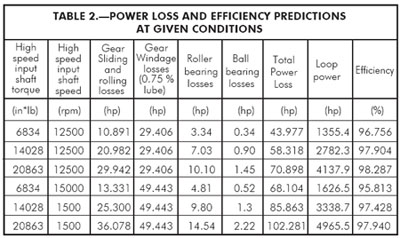
Figure 8—Predicted power loss at 15,000 rpm input shaft speed for each of the components in test gearbox.
Measured Losses
The losses from the test facility are a combination of the heat transferred to the lubricant and surroundings via convection. These loss mechanisms are overcome by the power supplied to the test facility. For the conditions of interest (approximately the same conditions analyzed), the amount of drive motor power supplied as a function of load and speed is shown in Figure 9. The drive motor rotates the test and slave gearboxes and supplies the necessary power to maintain the operating conditions. For a given operation input speed, increasing load results in a linear increase in drive motor power. Increasing speed from 12,500 to 15,000 rpm input speed (16 percent increase) results in a much larger increase of operating power (30 percent increase) required.
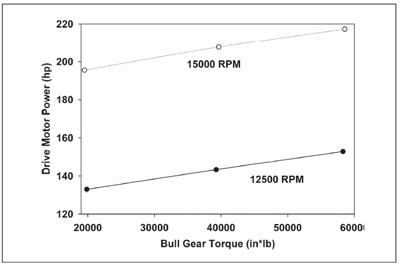
Figure 9—Drive motor power required to rotate the entire test facility system.
The heat transferred to the lubricant is simply the product of the lubricant mass flow rate, specific heat of the lubricant, and the temperature difference across the gearbox and given by the following equation:
 (8)
(8)
where:
C7 = Constant
m = Mass flow rate
Cp = Specific heat of the lubricant
ÄT = Lubricant temperature change across the gearbox
The convection losses are those due to free convection. Flat plate heat transfer coefficients were assumed for the six faces of the gearbox (Ref. 28). The surface temperature of the gearbox was measured at the mid-height and width. This temperature was assumed to exist on each face of the gearbox. The ambient temperature was assumed to be 75°F, since the system is operated in a temperature-controlled (air conditioned) test facility. These losses are given by the following equation:
 (9)
(9)
where:
hi = Free convection heat transfer coefficient
Ai = Area of convection surface i
ΔT = Temperature difference between outside of case and ambient conditions
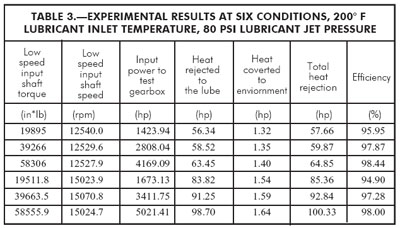
The losses measured are shown in Table 3. Table 3 shows the average of 15 readings over a 30-second period of time after the test facility had reached steady state. As shown in the table, the vast majority of the heat is absorbed in the lubricant, and the convection only makes up a very small percentage of the overall losses. The efficiency for each of the conditions is also shown in this table.
Comparison of Analytical and Experimental Results
For the six conditions of interest, the results from analysis and experiment are shown in Figure 10. As can be seen from the figure, results generated by analysis and experiments indicated that the efficiency increases with increasing load and decreases with increasing input rotational speed. For the analytical results shown, the windage losses are a substantial percentage of the losses. As was mentioned earlier, the power losses are affected by the assumed lubricant/air mixture content that is used for the windage analysis. For this study, the lubricant portion (0.75 percent) was chosen to match the maximum power loss at the highest speed condition and then fixed. The results followed the experimental trends for the conditions under study, but the results diverged at lower power levels.
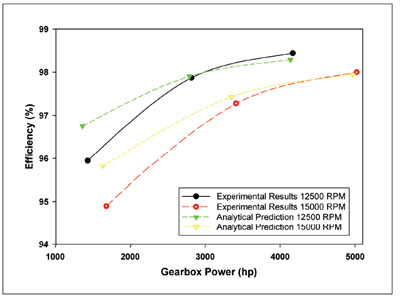
Figure 10—Comparison of experimentally attained and analytically predicted efficiency.
The windage assessment is believed to be the weakest portion of the analytical tools available for predicting the resultant losses. A rigorous windage assessment program needs to be developed to further understand the basic physics of this phenomenon. As prior studies on high-speed gear systems have shown, configuration and environmental conditions can definitely affect the results. Therefore, a model capable of handling these system and environment issues is needed for use in a relevant aerospace environment where gear windage is often the dominant power loss mechanism.
Conclusions
Based on the analytical and experimental work completed in this study, the following conclusions can be drawn:
1. From the experimental data and analysis results, power loss increases linearly if the load is increased at constant shaft speed. A large increase in power is required to change rotational speed from 12,500 to 15,000 rpm. Changing speed has the most dramatic effect on the windage loss for a constant air/oil environment.
2. Each of the gears and bearings was analyzed for its power loss contribution, for various input speeds and transmitted powers. Gear windage is a large contributor to the total power to drive the system loss at all of the conditions of interest in this study, since the pitch-line velocities at the two conditions of interest were approximately 20,000 ft/min. and 24,000 ft/min.
3. A comparison of the results indicated that the analysis followed the measured efficiency trends and the lubricant/air mixture assumption can alter the predicted loss and efficiency predicted.
References
1. Henry, Z. Preliminary Design and Analysis of an Advanced Rotorcraft Transmission, American Helicopter Society, AHS Preprint No. 3, November 13–15, 1990.
2. Bossler, R. and G. Heath. Advanced Rotorcraft Transmission (ART) Program Status, American Helicopter Society, AHS Preprint No. 4, November 13–15, 1990.
3. Lenski, J. Boeing Helicopters Advanced Rotorcraft Transmission (ART) Program, American Helicopter Society, AHS Preprint No. 2, November 13–15, 1990.
4. Kish, J. Advanced Rotorcraft Transmission (ART) Program Review, American Helicopter Society, AHS Preprint No. 5, November 13–15, 1990.
5. Drago, R. and J. Lenski. Advanced Rotorcraft Transmission Program – A Status Report, American Gear Manufacturers Association, FTM-10, 1990.
6. Krantz, T. and J. Kish. Advanced Rotorcraft Transmission (ART) Program Summary, NASA TM-105790, AVSCOM TR 92–C–004, July 1992.
7. Bossler, R. and G. Heath. Advanced Rotorcraft Transmission Program Summary, AIAA–92–3363,Presented at AIAA/SAE/ASME/ASEE 28th Joint Propulsion Conference, July, 1992.
8. Henry, Z. Advanced Rotorcraft Transmission (ART) – Component Test Results, AIAA–92–366, Presented at AIAA/SAE/ASME/ASEE 28th Joint Propulsion Conference, July, 1992.
9. Bossler, R., G. Heath, and V. Sheth. Advanced Rotorcraft Transmission (ART) Program Status, American Helicopter Society, Preprint No. 6, Oct. 1993.
10. Heath, G. and R. Bossler. Advance Rotorcraft Transmission (ART) Program – Final Report, NASA CR-191057, ARL–CR–14, Jan. 1993.
11. Kish, J. Sikorsky Aircraft Advanced Rotorcraft Transmission (ART) Program – Final Report, NASA CR-191079, March 1993.
12. Krantz, T. NASA/Army Rotorcraft Transmission Research, A Review of Recent Significant Accomplishments, NASA TM-106508, ARL–MR–138, AHS Forum 50, May 1994.
13. Lenski, J. Advanced Rotorcraft Transmission (ART) Program, NASA CR–195461, ARL–CR–224, April 1995.
14. Henry, Z. Bell Helicopter Advanced Rotorcraft Transmission (ART) Program, NASA CR–195479, ARL–CR–238, June 1995.
15. Lewicki, D., H. Decker, and J. Shimski. Development of a Full-Scale Transmission Testing Procedure to Evaluate Advanced Lubricants, NASA TP–3265, AVSCOM TR 91–C–026, August 1992.
16. Handschuh, R. Effect of Lubricant Jet Location on Spiral Bevel Gear Operating Temperatures, NASA TM-105656, AVSCOM TR–91–C–033, Sept. 1992.
17. Handschuh, R. Thermal Behavior of Spiral Bevel Gears, NASA TM–106518, ARL–TR–403, Jan. 1995.
18. Handschuh, R. and T. Kicher. “A Method for Thermal Analysis of Spiral Bevel Gears,” Journal of Mechanical Design, Vol. 118, No. 4, Dec. 1996.
19. Henry, Z. and W. Stapper. Evaluation of Navy 9cSt Oil in Bell Helicopter M412 HP Gearboxes, NASA CR-1998-208517, ARM–CR–430, August 1998.
20. Morales, W. and R. Handschuh. A Preliminary Study on the Vapor/Mist Phase Lubrication of a Spur Gearbox, NASA TM-1999-208833, ARL–TR–1912, May 1999.
21. Handschuh, R. and W. Morales. Lubrication System Failure Baseline Testing on an Aerospace Quality Gear Mesh, NASA/TM—2000-209954, ARL–TR–2214, May 2000.
22. Kilmain, C., R. Murray, and C. Huffman. V–22 Drive System Description and Design Technologies, American Helicopter Society 51st Annual Forum, May 1995.
23. Handschuh, R. and C. Kilmain. Efficiency of High-Speed Helical Gear Trains, NASA/TM—2003-212222, ARL–TR–2968, April, 2003.
24. Handschuh, R. and C. Kilmain. Preliminary Comparison of Experimental and Analytical Efficiency Results of High-Speed Helical Gear Trains, ASME 2003 Design Engineering Technical Conference, September 2003, Chicago, IL.
25. Anderson, N. and S. Lowenthal. Spur Gear System Efficiency at Part and Full Load, NASA TP-1622, AVRADCOM TR–79–46, February 1980.
26. Dawson, P.H. “High–Speed Gear Windage,” pp. 164–167, GEC Review, Vol. 4, No. 3, 1988.
27. Harris, T. Rolling Bearing Analysis, pp. 504–509, 1991.
28. Holman, J.P. Heat Transfer, 4th Edition, 1976.
Dr. Robert F. Handschuh (fellow, ASME and a member of ASME’s power transmission and gearing committee) has been an aerospace engineer in the U.S. Army research laboratory, vehicle technology directorate, at the NASA Glenn Research Center in Cleveland, OH, since 1982. Since 1984, he has devoted his expertise to power transmission, focusing on experimental and analytical studies of planetary, spiral bevel, face and high-speed gearing. The author of 110 papers, he holds a patent on a gas turbine engine shroud seal, and two patents on gas turbine bearing coking and minimization removal.
Charles Kilmain is chief of tiltrotor drive system design and research for Bell Helicopter-Textron where he has been since 1985. He has worked there as lead engineer for the V-22 proprotor gearbox (EMD), the BA609 commercial tiltrotor midwing gearbox and interconnect shafting system, and for Bell’s heavy-lift rotorcraft drive system configuration. He has conducted research on advanced rotorcraft transmission and gear technology, and on high-speed helical gear loss-of-lube evaluation at the NASA Glenn Research Center. Published papers include V-22 Drive System Description and Design, and Composite Applications for Rotorcraft Drive System Housings.