Customize Gear Skiving for Precise, Efficient Gear Cutting
February 16, 2024

Brian Slone, Process Equipment Co.
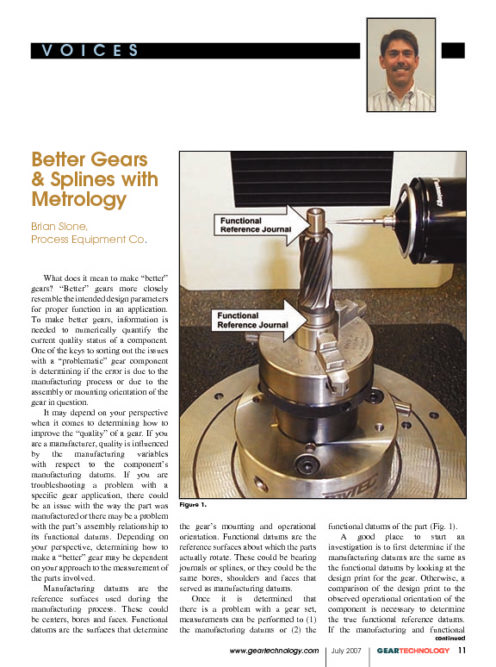
 What does it mean to make “better” gears? “Better” gears more closely resemble the intended design parameters for proper function in an application. To make better gears, information is needed to numerically quantify the current quality status of a component. One of the keys to sorting out the issues with a “problematic” gear component is determining if the error is due to the manufacturing process or due to the assembly or mounting orientation of the gear in question.
What does it mean to make “better” gears? “Better” gears more closely resemble the intended design parameters for proper function in an application. To make better gears, information is needed to numerically quantify the current quality status of a component. One of the keys to sorting out the issues with a “problematic” gear component is determining if the error is due to the manufacturing process or due to the assembly or mounting orientation of the gear in question.
It may depend on your perspective when it comes to determining how to improve the “quality” of a gear. If you are a manufacturer, quality is influenced by the manufacturing variables with respect to the component’s manufacturing datums. If you are troubleshooting a problem with a specific gear application, there could be an issue with the way the part was manufactured or there may be a problem with the part’s assembly relationship to its functional datums. Depending on your perspective, determining how to make a “better” gear may be dependent on your approach to the measurement of the parts involved.
Manufacturing datums are the reference surfaces used during the manufacturing process. These could be centers, bores and faces. Functional datums are the surfaces that determine the gear’s mounting and operational orientation. Functional datums are the reference surfaces about which the parts actually rotate. These could be bearing journals or splines, or they could be the same bores, shoulders and faces that served as manufacturing datums.
Once it is determined that there is a problem with a gear set, measurements can be performed to (1) the manufacturing datums or (2) the functional datums of the part (Fig. 1).

Fig. 1
A good place to start an investigation is to first determine if the manufacturing datums are the same as the functional datums by looking at the design print for the gear. Otherwise, a comparison of the design print to the observed operational orientation of the component is necessary to determine the true functional reference datums. If the manufacturing and functional datums turn out to be the same, an inspection of the gear component with respect to these datums will reveal both the “as made” and “as used” condition of the gear. If the manufacturing and functional datums are different, then measuring the component first to the manufacturing datums will confirm the manufacturing processes’ role in affecting the gear’s quality.
But with the enhanced capabilities of modern elemental CNC gear inspection equipment, functional datums can also be referenced to determine if the gear was properly mounted on a shaft or bolted to a mating component within the required alignment tolerances. Referencing the part to these functional datums will reveal the gear quality with respect to the gear’s operation. There are times when the way a gear is mounted onto a shaft or against a shoulder affects the way the gear runs as an assembly. The gear manufacturer sometimes receives the blame for a “bad gear” when a faulty assembly procedure or an improper mounting design is the real culprit (Fig. 2).
Fig. 2
An example would be a component manufactured to centers and then assembled with bearings pressed over the journals in application. The gear, when measured to centers, looks to be to the required tolerances, but when measured to the bearing journals, reveals a runout condition. This runout condition is from the operation that turned the journals, not the grinding operation which used the centers as a reference. In this case, the investigation needs to focus on the turning operation, not the gear manufacturing process (Fig. 3).
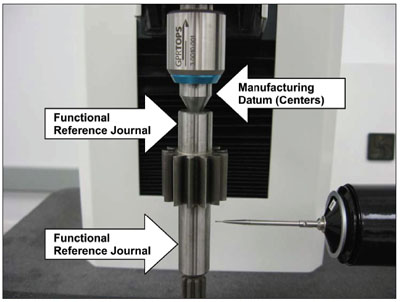
Fig. 3
Much time can be saved in searching for the root cause of gear geometry problems with some preliminary investigation to determine the relationship between the manufacturing and functional datums. No matter how much care is taken in assembly, if a gear is not manufactured correctly, the function of the gear set will be affected. However, if the gear was manufactured correctly, but there are still problems, there is a chance that changing the assembly process or the mounting design can make for a “better” gear within an application.
Laser welding and high-speed pulse welding are two processes that join gears and splines to various shafts and sheet metal interfaces. If there are possible component issues and permanent assembly makes the original manufacturing datums unavailable, the individual components should be measured before welding or joining. Also, by measuring parts before joining, you save through-put capacity by not performing subsequent operations on otherwise “scrap” components from a faulty manufacturing process.
Dividing gear problems into both manufacturing and assembly categories helps to isolate the focus of investigation when trying to make better gears. Being able to measure elemental gear parameters with respect to how they are made and how they are used is the key to quickly determining where to make corrections in your operation. Making “better” gears is not solely dependent on the manufacturing process but sometimes has more to do with the final mounting condition with respect to the functional datums of the gear.




