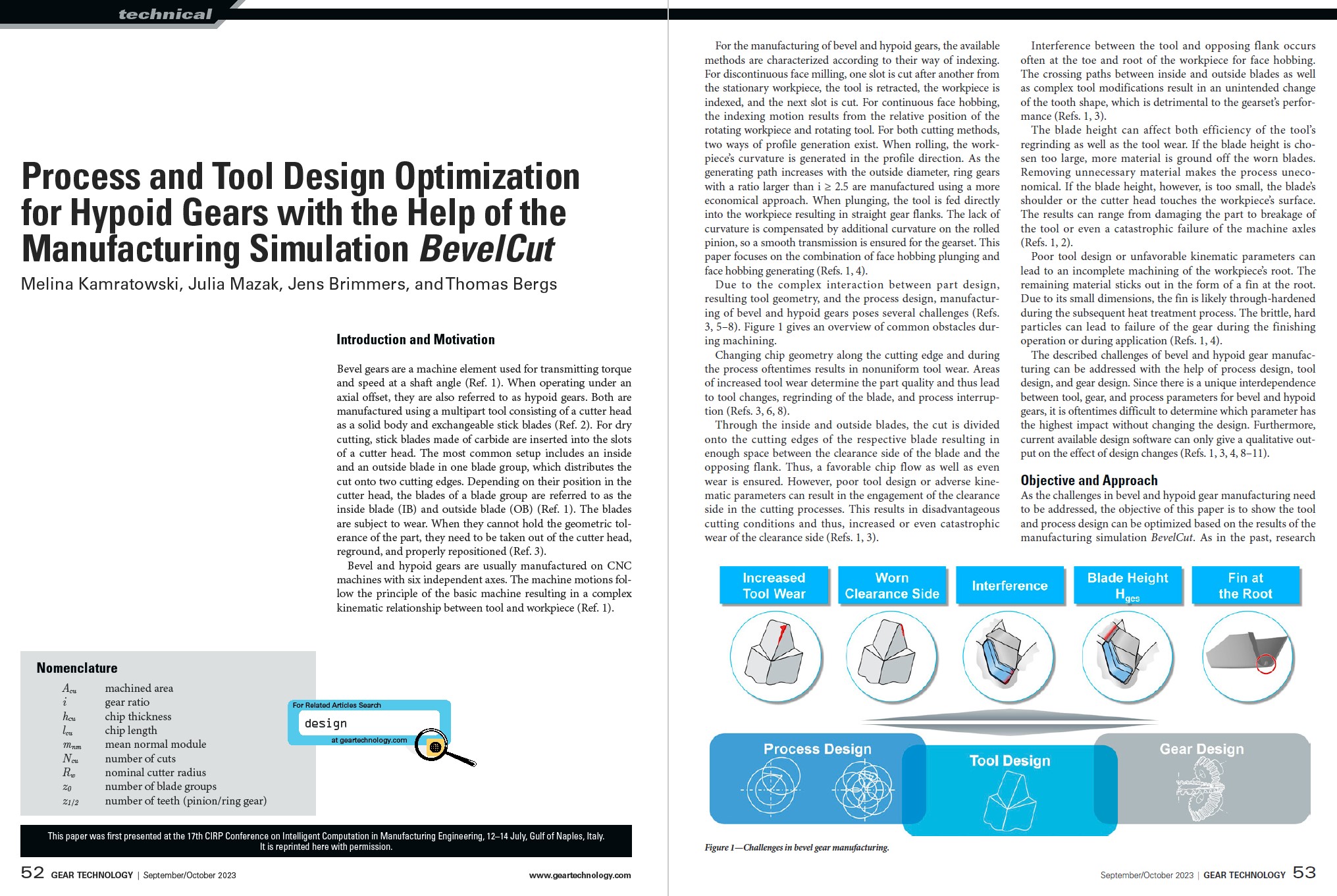
As the challenges in bevel and hypoid gear manufacturing need to be addressed, the objective of this paper is to show the tool and process design can be optimized based on the results of the manufacturing simulation BevelCut.
THE FINAL CHAPTER
This is the last in the series of chapters excerpted from Dr. Hermann J. Stadtfeld's Gleason Bevel Gear Technology - a book written for specialists in planning, engineering, gear design and manufacturing. The work also addresses the technical
information needs of researchers, scientists and students who deal with the theory and practice of bevel gears and other angular gear systems. While all of the above groups are of course of invaluable importance to the gear industry, it is surely the students who hold the key to its future. And with that knowledge it is reassuring to hear from Dr. Stadtfeld of
the enthusiastic response he has received from younger readers
of these chapter installments.
The cutting process consists of either
a roll only (only generating motion), a plunge only or a combination of plunging and rolling. The material removal and flank forming due to a pure generating motion is demonstrated in the simplified sketch in Figure 1 in four steps. In the start roll position (step 1), the cutter
profile has not yet contacted the work. A rotation of the work around its axis (indicated by the rotation arrow) is coupled with a rotation of the cutter around the axis of the generating gear (indicated by
the vertical arrow) and initiates a generating motion between the not-yet-existing tooth slot of the work and the cutter head (which symbolizes one tooth of the generating gear).