IMTS 2024 Will Be Here Before We Know It
July 23, 2024


Dwight Smith
Many years ago, when asked how the five-meter gear was checked, the quality manager responded, “When they’re that big, they’re never bad!” That may have been the attitude and practice in the past, but it no longer serves the manufacturer nor the customer. Requirements have been evolving steadily, requiring gears to perform better and last longer.
Industry has shifted towards lower weight components, higher efficiency and more compact gearboxes. The transition from mild steel gears, which would “run in,” to hardened and ground gears has increased the need for accurate inspection of large gears.
Past practice was to check large gears (which, for the purpose of this article, are gears over three meters outside diameter) for what could be reasonably checked: span measurements, and perhaps root circle and tip circle measurements. The gear’s quality was then inadvertently tested out in the actual application, perhaps on a large piece of mining equipment or a process critical gearbox.
If the manufacturing plant had appropriate size-over-pins measuring tools, multiple pin sizes could be used to estimate the involute profile, typically at three places. In some shops, this methodology may have been the only practical way to get even an approximate check of the involute profile. Helix evaluations, if they were ever done, were crude and imprecise. It is quite possible for a gear to be in tolerance for size over pins and be out of tolerance for many other parameters.
In the current industrial gear marketplace, even large gears are often finished with the grinding process. This allows designers the ability to optimize the micro-geometry with profile and helix modifications. These modifications need to be verified, which leads to the requirement for gear metrology systems for large gears.
Current gear grinders for large gears typically include on-board inspection. This provides very valuable setup and process information, but is often not accepted by the end customer as final inspection. Since the measurement uses the machine tool’s axes for measurement, errors in alignment may not be detectable. If, for example, the grinder is out of mechanical alignment or adjustment, an improperly ground helix may be undetectable by the on-board system since the same incorrect motion is used for both grinding and measuring. Similar error masking is possible if the part is eccentrically mounted on the work table. Independent inspection will correctly measure the gear relative to the appropriate datum.
Market and competitive forces are also driving the need for large gear inspection. A manufacturer may enjoy a competitive edge by being able to supply accurate gear inspection information as proof of conformance. Many manufacturing people say, “The first question is: how will I make it? The second question is: how will I check it?” Customers are increasingly asking, “How will you prove that you made the gear to the specifications?” Independent gear inspection (not on the manufacturing machine) provides this proof to the customer or end user of conformance to specifications and quality.
Measuring Large Gears
Manufacturers of large gear inspection equipment have to accept and meet quite a number of challenges with respect to physical size, moving masses and thermal effects. Safety is also an important factor due to the size and weight of large gears and the potential for injury.
Even though the measuring principles on very large equipment are the same or similar to small ones, it would be wrong to expect identical assemblies — just with larger dimensions. Just taking a small machine and making it larger isn’t the solution (Fig. 1).
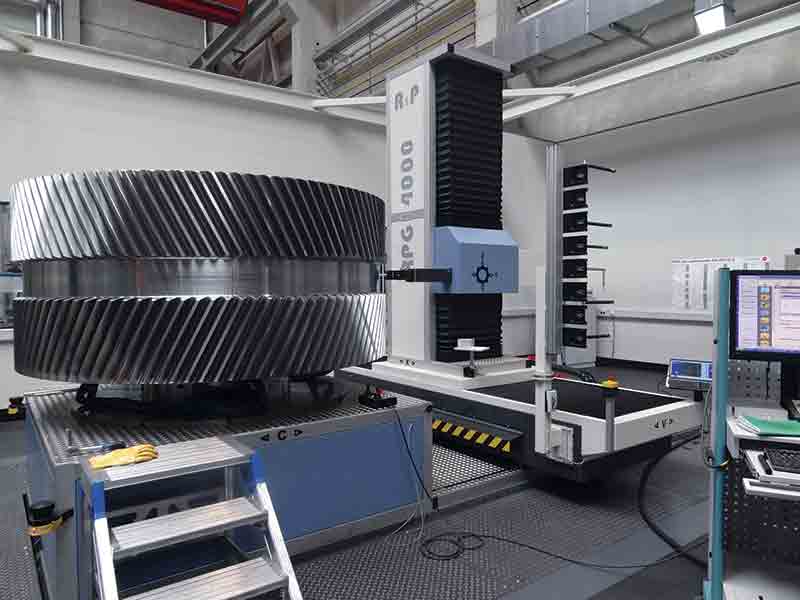
Figure 1 Large gear metrology system.
- Click image to enlarge
Mechanical Motion Control
The large column and horizontal slides of a large gear inspection system are heavy and have significant inertia. Moving these masses with accuracy and precision is difficult. Conventional machine design with ball screws and roller ways often exhibits stick/slip and other mechanical characteristics that degrade the accuracy of motion. These nonlinear responses of an axis introduce hysteresis into the system and reduce repeatability of measurements.
The current state-of-the-art in large gear inspection machines incorporates granite guideways with air bearing slides (Fig. 2). This provides a very low friction and eliminates the stick/slip of roller ways. This in turn produces more linear responses, better repeatability, and makes error compensation more accurate.

Figure 2 Granite guideways and air bearings.
- Click image to enlarge
Granite has been used for highly accurate CMMs and other measuring instruments for many years. It offers a number of benefits for accuracy-determining components of industrial measuring technology:
Hydrostatic rotary tables (Fig. 3) with direct drive torque drive motors can provide the precision required for measurement of large diameters and heavy gears up to 40,909 kg (90,000 lbs.). Hydrostatic bearings have no metal-to-metal contact, extremely low friction and virtually limitless life. Conventional ball bearing tables and air bearing tables typically have much lower weight capabilities. These well-proven and technically advanced hydrostatic rotary tables are normally used in large gear grinding machines.
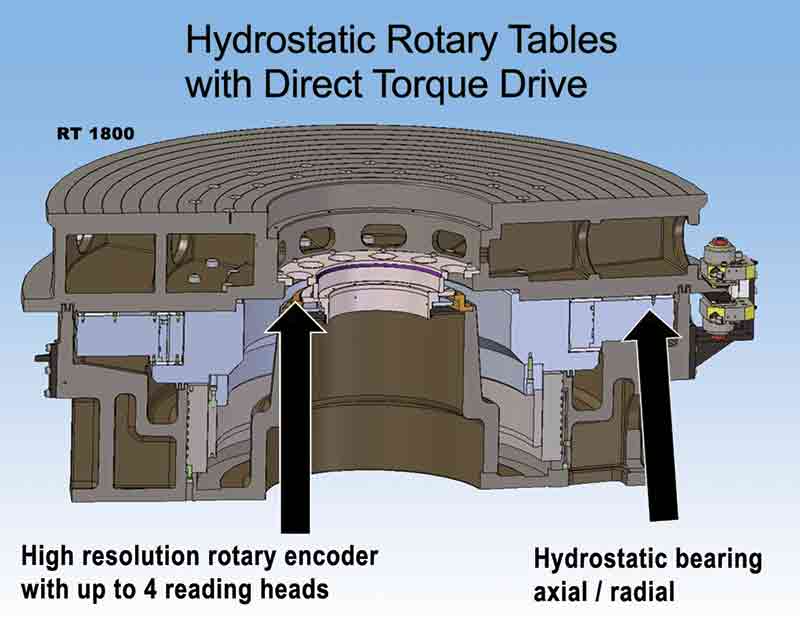
Figure 3 Hydrostatic rotary table.
- Click image to enlarge
Special mechanical solutions for the rotary table and specific control measures are needed for measuring large gears in respect to polar inertia. The machine needs to be able to accurately position a part weighing 40,000 kg as well as one weighing as little as 28g (1 oz). In addition to the part’s polar inertia, the inertia of the equipment’s workpiece support has to be considered. In order to determine the actual conditions, the gear inspection system needs to be capable of automatically adjusting multiple drive parameters in order to gain accurate and repeatable measuring results. This is accomplished through the use of intelligent algorithms and intelligent drives.
A special design of rotary encoder is used for this large application. It has a large diameter and utilizes up to four reading heads and double-scale interpolation for enhanced accuracy.
Thermal Stability
The larger the component and the longer the inspection time, the larger the change in size as a result of temperature change. By using granite for the machine guideways, this change is minimized due the low coefficient of expansion and granite’s relatively slow rate of change.
To compensate for deviations caused by temperature change, the equipment needs to provide several temperature sensors for the machine and workpiece, and corresponding algorithms to consider the temperature effects on the evaluation of measuring data.
For production efficiency, inspection equipment is typically installed close to the production facilities. Due to equipment size and location, workpiece transportation methods and paths often lead to a working environment with temperature swings. To meet this challenge, large gear inspection equipment must have long-term thermal stability, temperature compensation and way covers.
To achieve this stability, the base plate and at least the Y and Z linear axes (used for the needed motion for generative gear inspection) should be of granite construction to take advantage of the material’s low coefficient of expansion and resistance to the effects of temperature. Each axis has temperature measurement equipment built in, and a probe is used on the part to measure the temperature. This data is used to compensate for the temperature of the part and the machine’s axes.
The ways are covered and create a microclimate effect, which reduces temperature variation. This damps rapid transient fluctuations in temperature. On large systems, these way covers are also walkways for operator access to the machine and workpiece.
Vibration Control
Rather than relying on an expensive special foundation, a modern large gear inspection system employs an active, computer controlled, air suspension system (Fig. 4). This isolates the machine from vibrations in the shop environment and keeps the machine constantly level. This technology has been long proven in high accuracy CMM applications for many years.
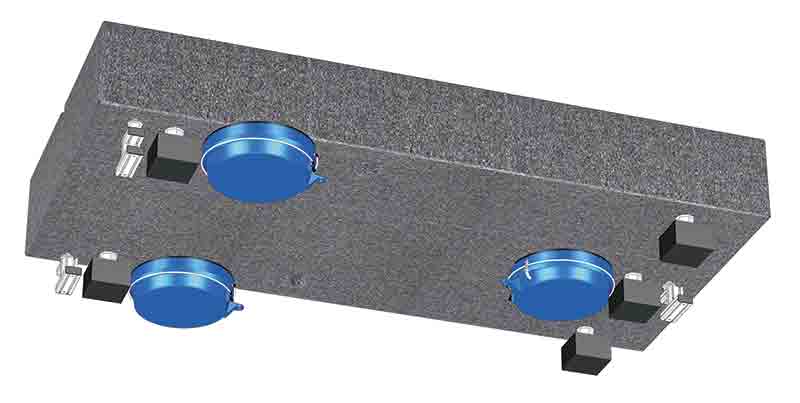
Figure 4 Air suspension vibration isolation.
- Click image to enlarge
A concrete floor or foundation is subject to changes over time. Rather than relying on the foundation or floor for stability, a large gear measuring system requires intrinsic stability independent of the floor or foundation.
In addition to the stability it provides, the active air suspension, with its effective isolation, can substantially reduce installation cost and allow more freedom in locating the machine.
Mounting and Centering
In stark comparison to small gears, large workpieces (externals or internals) require intelligent, operator-friendly solutions for safely mounting and centering the parts. It is no longer necessary or acceptable to use a huge hammer or swinging ram to center heavy parts. Once mounted, the system completes the fully automatic procedure to determine the axis of the workpiece.
Figure 5 shows a leveling table with a cross-slide and the possibility to extend the mounting range by means of extension arms (spider).
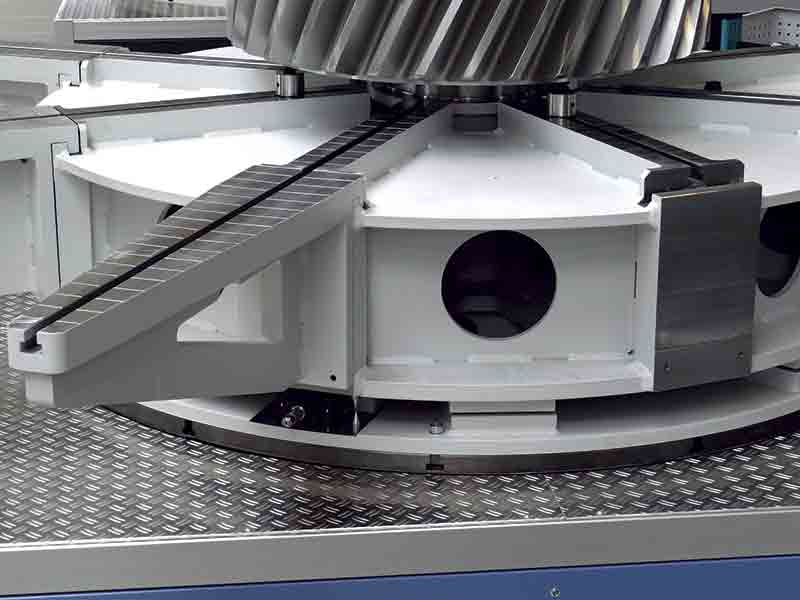
Figure 5 Mounting and centering.
- Click image to enlarge
The mounting and centering a heavy part can be accomplished in four steps:
In addition to the ease of use this provides, a substantial time savings and efficiency improvement is also realized. It is also safer for operators and can reduce the chance of damage to the part.
Safety
To protect operators from accidents during the measurement process, large gear inspection machines must provide additional safety features not needed on small- or medium-size machines. These safety systems must be standard equipment because safety is required and not optional.
A PC-based intelligent laser system (Fig. 6) allows customizable safety zones around the machine and exclusion zones for fixed areas like room columns. Signal lights indicate the status of the machine. If there is movement into the protected area, layers of increasing audible and visible warnings precede the last warning with horn, and finally, an emergency stop will occur.
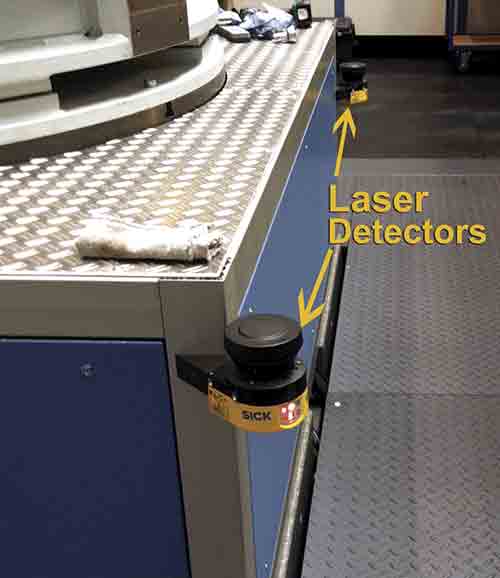
Figure 5 Mounting and centering.
- Click image to enlarge
Customized Versions – One Size Does Not Fit All
Any gear measuring machines for workpieces with diameters of 1,600 mm and larger should fulfill all individual demands of the customers and special requests of the operators.
To provide this customization, R&P Metrology GmbH uses modular design by which individual machines are configured:
Rotary tables with different load capacities using air bearings or hydrostatic bearings as appropriate
Various tailstock lengths in fixed or movable positions
Intelligent solutions for centering, holding and clamping workpieces
Complete software library including 3-D software packages
Big Gears Require Special Solutions
From the above discussion, it is clear that large gear metrology requires careful application of appropriate technologies rather than just “supersizing” a standard smaller gear checker.
Taken together as a system, the use of intelligent algorithms for automatically determining and controlling polar inertia, granite guideways and air bearings, hydrostatic rotary tables, thermal stability/ compensation and vibration isolation combine to form the benchmark for the current state-of-the-art in large gear metrology. Controlling the large masses involved, thermal stability, part centering and alignment, safety and customization all need to be taken into consideration and addressed to produce accurate and reliable gear inspection systems for large gears

Dwight Smith is the Sales Manager for Kapp Technologies, and product manager for the R&P Metrology line of large gear measuring equipment, which Kapp Technologies distributes in North America. He has over twenty-five years of experience in the gear industry and gear metrology. He chairs an AGMA committee and is an instructor for the AGMA Basic Gear School, and presents at the annual Kapp Niles Rocky Mountain Gear Finishing School. For more information about R&P Metrology machines please contact Dwight Smith at 734-516-1365.





