Customize Gear Skiving for Precise, Efficient Gear Cutting
February 16, 2024

Hermann J. Stadtfeld
Bevel Gears: By the Book
Beginning with our June Issue, Gear Technology is pleased
to present a series of full-length chapters excerpted from
Dr. Hermann J. Stadtfeld’s latest scholarly — yet practical
— contribution to the gear industry — Gleason Bevel Gear
Technology. Released in March, 2014 the book boasts 365 figures
intended to add graphic support of a better understanding
and easier recollection of the covered material.
Who should read this book?
Gleason Bevel Gear Technology is written for specialists in
planning, engineering, gear design and manufacturing; in
short — you. This work also addresses the technical information
needs of researchers, scientists and students who deal
with the theory and practice of bevel gears and other angular
gear systems. Indeed — it is the first textbook available
worldwide that not only addresses all the above — it also provides
methods and practical hints for their application.
The introductory chapters lead engineers — and students
without gear experience — in easy-to-understand language
(and nomenclature) through the basics of modern cylindrical
and bevel gear technology. Next, the fields of industrial
application of bevel gears are illustrated via vivid photographs
of examples with supplemental explanation of why
such products require bevel or hypoid gears. The third part
of the book is dedicated to roll testing, coordinate measurement
and corrections of bevel gears. The heat treatment of
bevel gears appears after the chapters on manufacturing
methods. Because heat treatment is not a bevel gear-specific
technology, this progression of chapters makes sense in
terms of enhancing continuity and flow in reading.
Following is the first half of Chapter 1: “The Basics of Gear
Theory.”
Introduction
The most basic case of a gear train is the transmission of rotation and power between two parallel shafts. This is a two-dimensional case which allows for observation in a plane. If the transmission of rotation should occur with a constant ratio, which means that in case of a constant input RPM the same or different, constant output RPM is required, then it is necessary to satisfy the following form of the gearing law:

where:
N1... normal vector tooth flank point 1
R1... radius vector tooth flank point 1
N2... normal vector tooth flank point 2
R2... radius vector tooth flank point 2
i... transmission ratio
The requirement of Equation 1 has to be fulfilled for an infinite number of points which are involved in the rolling process of a tooth pair. In other words, a continuum of point pairs that fulfill Equation 1 is required, which will form two lines, each of which is connected to an axis of rotation (this line is the two-dimensional form of the tooth flank). For gear drives, in contrast to traction drives or belt drives, it was found acceptable that the constant rotational transmission is limited to a discrete angular increment (employing the described pair of lines), if a smooth transition to a following pair of lines is possible. The pairs of lines are tooth profiles in a plane, perpendicular to the axes of rotation. The idea to employ discrete elements on the circumference of two disks in order to transmit rotation that is constant and smooth was the invention of gears. This principle, which was revealed in Antiquity, poses many questions:
Are there flank forms which can satisfy the mentioned requirements? Is it possible to manufacture those flank forms efficiently? Will there be sufficient overlap during the change from one pair of teeth to the next? And, even then, will the engagement of the consecutive tooth pairs be smooth or will there generally be a load dependent impact?
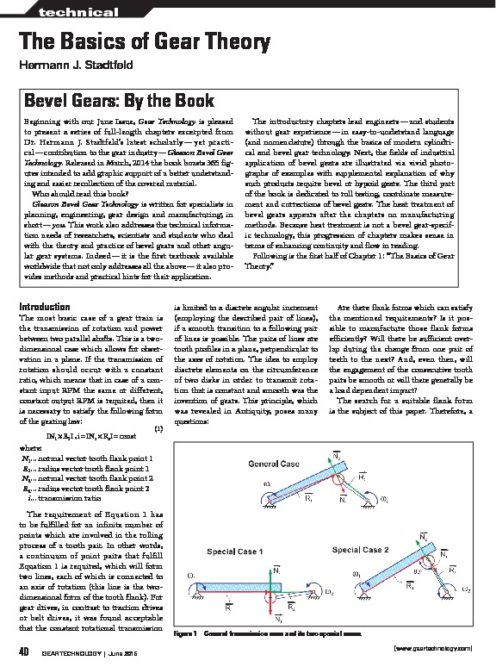
The search for a suitable flank form is the subject of this paper. Therefore, a general case and its two special cases will be observed.
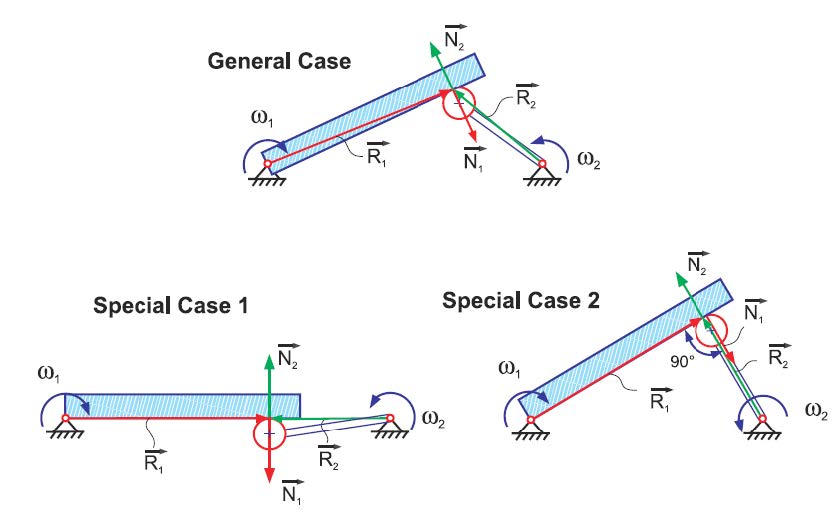
Figure 1 General transmission case and its two special cases.
- Click image to enlarge
The top graphic in Figure 1 shows the general case of contact between a circle and a straight line. The configuration between the contacting elements and the two axes of rotation establishes a certain transmission ratio between the axes where the question is: Does this ratio remain constant if the transmission elements are rotated incrementally; i.e. — which requirement to the flank form has to be fulfilled in order to achieve a constant ratio? The two special cases (lower section, Fig. 1) have been constructed to elaborate on those questions. The left, lower graphic in Figure 1 shows the case of parallel radius vectors. The normal vectors are oriented perpendicular to the radius vectors, which is why the vector products of Equation 1 equal the magnitudes of the radius vectors within the absolute symbols. The result is an instant ratio of:

The right lower graphic in Figure 1 shows the second extreme. The two radius vectors are perpendicular to each other, which causes the pair of normal vectors to be perpendicular to R1 — but parallel to R2. The left vector product in Equation 3 delivers therefore the absolute amount of R1, where the right vector product delivers the “zero” as a result.

where:
ω1 angular velocity member 1
ω2 angular velocity member 2
This means that an instant rotation of element 2 has no influence on the position of element 1. The three discussed cases show an extreme change of the transmission ratio dependent on the rotational position of the contacting elements (Ref. 1).
The suitable flank form
Based on the teachings of Figure 1, a flank form is wanted, whose vector product from radius and normal direction in any instant transmitting point remains constant during rotation (i.e., in any angular position). This flank form should favorably be developed without knowledge of the mating flank. The last claim becomes important in connection with profile shift and center distance change, which is the subject of a later section, “Generating the Involute.”
A crossed belt drive presents similar conditions (Fig. 2) (a straight line connects two circles).
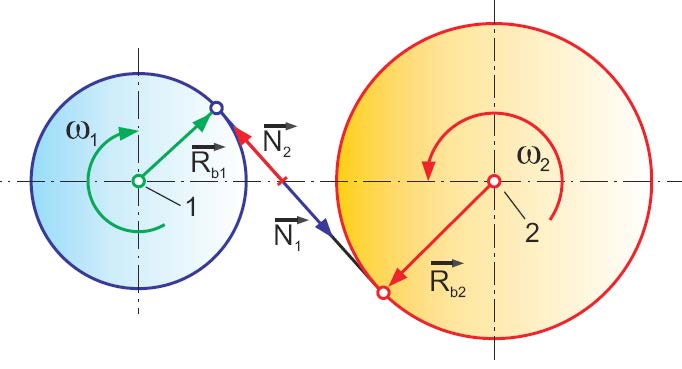
Figure 2 Line of constant vector products.
- Click image to enlarge
The material elements of the belt, when shifted along the connecting straight line, result in a constant transmission ratio between disk 1 and disk 2. If one imagines finite surface elements whose normal direction in any case are consistent with the direction of the connecting line, then the requirements for a constant transmission ratio are fulfilled. The vector product only yields the perpendicular portions of the two multiplied vectors, which is why the solution for Equation 1 is given for any point along the connecting line as:

where:
Rb1 radius magnitude of base circle 1
Rb2 radius magnitude of base circle 2
If the finite surface elements are connected with the respective disk, then based on disk 1 in Figure 3, the rotation of the surface element “a” around Axis 1 about the angular increment between Ra and Rb rotates the green element “a” up, in the position at the arrow tip of Rb. This equals the rotation required in order to move from contacting point “a” to contacting point “b” along the connecting line (Fig. 2). The connecting line (Fig. 1.) 2 becomes the line of engagement in Figure 3.
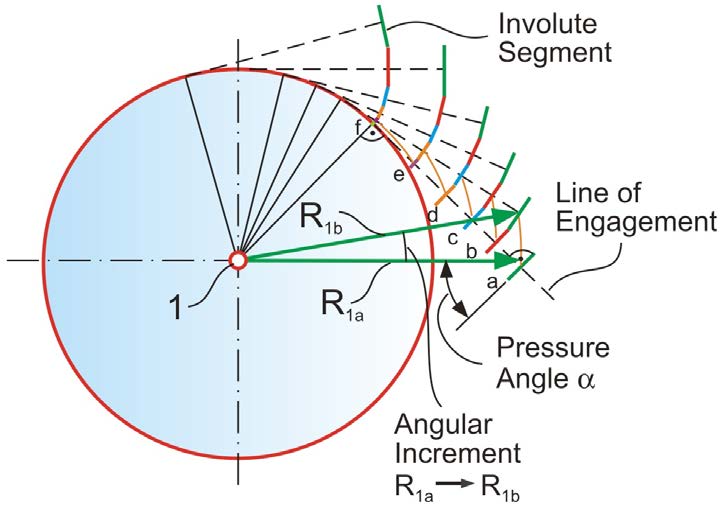
Figure 3 Surface elements that fulfill constant vector products.
- Click image to enlarge
If the explained construction is applied to the surface elements “a” through “f,” then a flank form with variable curvature — as shown above position “f ” — is the result. Studying the construction of the resulting flank form in Figure 3 shows the analogy to the involute construction with a cord. The cord in this case is wound around the base circle and then gets unwound, with its end under tension, from position “f“ to position “a.”
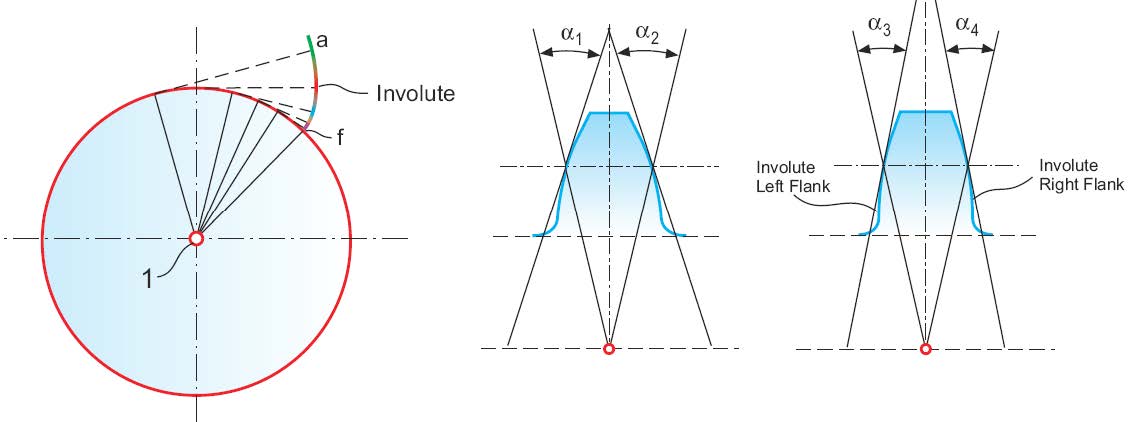
Figure 4 Continuum of connecting points.
- Click image to enlarge
The dashed lines in Figure 4 symbolize the cord in discrete, unwound positions. The end of the unwound cord traces a curve — i.e., flank form — which mathematically represents an involute. The right part of Figure 4 demonstrates the tooth form in case of a standard pressure angle (α1,2) and in case of a small pressure angle (α3,4), assembled from a left and right flank. Both tooth forms (pressure angles) can be generated from the same involute (Fig. 4, left) by choosing the section of the tooth depth (height) closer to the base circle (small pressure angle) or radially farther away from the base circle. If the pitch diameter should remain constant during a pressure angle change, it is, for example, possible to reduce the base circle diameter in order to increase the pressure angle.
The requirement to keep the crossproduct for each of the transmission elements independent from one another and constant, as well as the idea of employing the functionality of a crossed belt drive as an example for the movements of finite surface elements, led without any mathematical derivations or analysis to an interesting solution. The involute has a number of remarkable properties (in contrast to other flank forms), like its manufacturability via a simple trap-ezoidal rack profile and its insensitivity to center distance changes between two engaged gears.
A continuous transmission of rotation between two axes is not possible with only a single involute on the circumference of each of two engaged disks. A continuous transmission requires the continuation of the rotational transmission process by the discrete pair of involutes on several positions along the circumference of each disk. The repetition of the flank structure is illustrated in Figure 5. The angular distance of the teeth along the circumference of a disk is called “pitch” or “circular pitch.” Using the relationship between module and pitch in Equation 6 assures sufficient overlap during the change of transmission contact from one pair of teeth to the next. In order to allow transmission in both rotational directions it is necessary to develop an opposite involute as a mirror image of the first developed involute. The opposite involute can be developed using a line of engagement which corresponds to the second part of the crossed belt. The angular distance between the two involutes of one tooth is normally defined as half-apitch reduced by half-the-amount of the desired backlash.

where:
PW angular pitch
PB circular pitch
d0 pitch diameter
z number of teeth
The module is introduced in order to standardize the tooth proportions; Figure 5 includes the most important tooth proportions.

Figure 5 Tooth proportions.
- Click image to enlarge
Common values for the tooth proportions are:
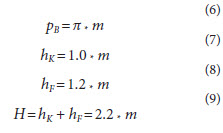
where:
m module
hK addendum
hF dedendum
H whole depth
The addendum is larger than the dedendum to assure that the tops of the mating gear teeth can pass the root area without interference. In addition, the extra space in the root area is used for a root fillet radius as a transition between the involute flank and root bottom.
Involutes and Center Distances
The interaction between two involutes is schematically shown (Fig. 6).
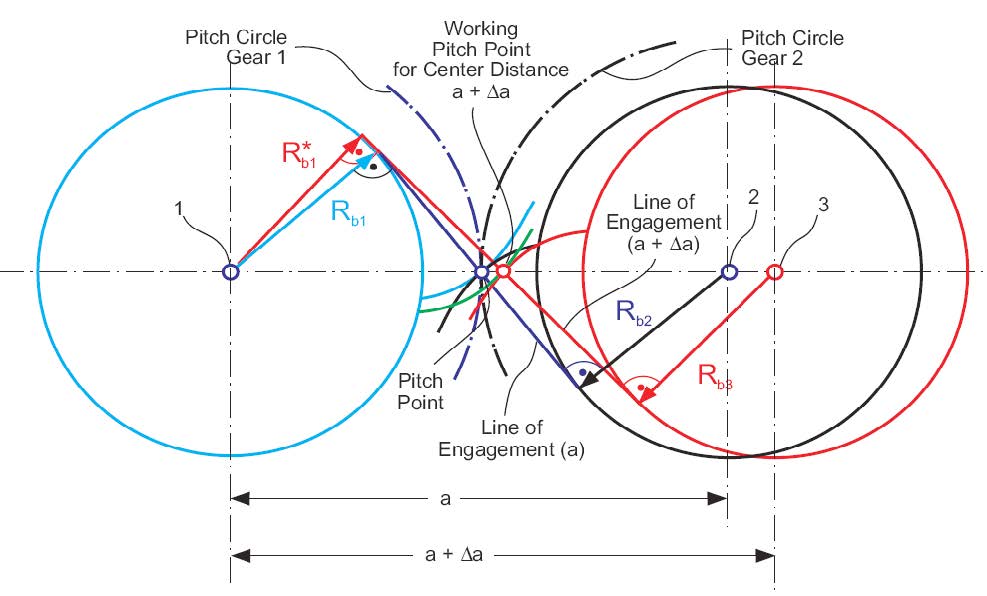
Figure 6 Center distance insensitivity of involute gearing.
- Click image to enlarge
The pitch circles divide the center distance into the two operating radii for transmission of the rotation. The connecting line between the two axes intersects with the line of engagement at the tangential contacting point of the two pitch circles (pitch point). If the two meshing involutes are rotated until their contacting point matches the pitch point, then a condition of rolling without sliding exists. A further rotation to contacting points — above or below the center distance connection line — changes the pure rolling to a combination of rolling and sliding (general mesh condition). The angle between the center distance connection and a line perpendicular to the line of engagement is called the pressure angle (Fig. 3). A shifting of gear “2” with its center into position “3” (a + Δa) results in a new line of engagement. With a small rotation of the two gears 1 and 3 the contacting point can be moved to lie again on the center distance connection. This point is called the “working pitch point” because here only rolling without sliding occurs. The working pitch point divides the center distance (just like the pitch point before) according to the transmission ratio. A rotation of gear 1 in clockwise direction shifts the contact point along the line of engagement (like in case of the original center distance “a”) where the surface normals of the flank contacting point will match the direction of the new line of engagement. Therefore, the absolute amount of the vector product between the normal vectors and the radius vectors will also here equal the magnitude of the base circle radii. This in turn causes the ratio between gear 1 and gear 2 to be identical to that between gear 1 and gear 3. This particular effect is called the “center distance insensitivity of involute gearing.”
Generating the Involute
A generating rack as shown (bottom, Fig. 7) has cutting edges that are oriented perpendicular to the line of engagement. One edge of the trapezoidal profile (Fig. 7) is drawn to match the pitch point.

Figure 7 Involute development with straight generating rack.
- Click image to enlarge
A horizontal shifting of the generating rack to the right creates at the right side of the observed center tooth the addendum profile (or the lower part of the involute in Figure 7); and on the left side of the same tooth the dedendum profile. The gear is rotated counter-clockwise during this generating rack shift as if the pitch circle of the gear would roll on the pitch line of the generating rack without any sliding. The straight cutting edge profile will be perpendicular to the line of engagement in any shift position — which is why this arrangement fulfills the requirements of the involute forming process — as shown with the cord construction.
The right part of Figure 7 explains how a work gear shift away from the rack with an amount of × * m leads to a shorter involute between the pitch line and the root and to an extended involute between the pitch line and the tip of the tooth (a different section of the same involute is used). As result, a stubby tooth with larger tooth root thickness and reduced tip thickness is generated. The tendency of a so-called “undercut” condition (compare Figure 7, left and right) is eliminated due to this work gear shift. The work gear shift is called “profile shift” (or addendum modification).
If the gear with profile shift is mated with a “zero profile shift gear,” then the pair has a center distance, which is enlarged by the amount of the profile shift. In order to re-establish the theoretical center distance, the mating gear can be manufactured with the same amount of profile shift — but with a negative sign. Such a gearset is called a “V0 pair;” it can be exchanged in an existing gearbox with a non-profile shifted set. V0 pairs keep their pitch circles as operating roll circles. In the case of varying profile shifted pairs — in addition to the change in center distance — a change in the operating roll circle and a change in the operating pressure angle is observed. Every combination between varying profile shifted gears is possible and has no influence on the transmission ratio; i.e. — the constant transmission of rotation (Refs. 2–3).
This manufacturing principle via toothed rack exists in practical form as a planing method (Fig. 8, left). A reciprocating planing rack — which performs a combination of cutting and withdrawn reverse stroke — is shifted sideways while the work gear rotates a predetermined amount in order to generate the involute profile.
For soft cutting, “threaded” hobs (Fig. 8, right) are mostly used. The discrete cutting blades are grouped along a helix on the surface of a cylinder.

Figure 8 Manufacturing of involute tooth forms.
- Click image to enlarge
Hobs are swiveled to an angular position in order to compensate for the helix lead angle. During the continuous hob rotation, a feed motion moves the hob along the face width of the work gear (“E” in Fig. 8). In case of a single start hob, the work gear will rotate one tooth (one pitch) during one hob rotation. A number of other methods for the manufacture of involute gears are also derived from the generating principle with a trapezoidal rack.
The so called profile cutting or grinding methods are based on cutting or grinding tools whose tooth forming profile sections represent a negative “involute.” Profile tools are more difficult to manufacture than generating tools, and are more sensitive to positioning errors and process related kinematic, i.e. — dynamic influences.
The Conclusion from the Cylindrical Gear to the Bevel Gear
It is possible to apply the conclusions of the preceding sections in a similar form also to three-dimensional gearing applications. If motion and force should be transmitted between two non-parallel axes, the solution beyond to worm gear drives and crossed helical gear drives is the most remarkable case in gearing — bevel gears. These are angular transmissions with conical gears that have straight or curved teeth in direction of the face width. Depending on the axes orientation, bevel gears are divided in straight or spiral bevel gears with intersecting axes, and hypoid gears with crossing axes which are separated by an offset. The different bevel gear types are explained in Chapter 3 in detail with their properties and applications.
The conclusion from “N to N + 1” from the cylindrical gear to the bevel gear can be created intuitively if the generating rack (Fig. 8) is placed on a flat surface and then bent around a vertical axis (Fig. 9). If the rack is imagined to consist of thin, elastic material, then only the cylindrical section through the middle of the face width of the toothed ring (Fig. 9) shows the original trapezoidal rack profile (Fig. 8), i.e. — rolled on the surface of said cylinder.
The trapezoidal profile reduces in size proportionally towards the center and enlarges proportionally towards the outside. If this proportional profile distortion does not only apply in circumferential direction but also in vertical direction, then the optimal generating gear for straight bevel gears has been created. This leads to a simple explanation of the generating principle in Figure 9. If a disk from modeling clay is pressed from the top into the profile of the generating gear and a slip free rotation between disk and generating gear occurs, then teeth with nearly involute profiles are formed. The profiles formed in this experiment are spherical involutes, or octoids of the first kind. If the same experiment is repeated with a disk from modeling clay from the lower side of the generating gear, then a second bevel gear with an octoid profile is created. Remarkably enough, in the conducted brain experiment the most elementary case of the kinematic coupling requirements between two gears has been realized. If it is possible for the upper bevel gear to engage in a perfect meshing condition with the generating gear — and if the lower bevel gear can engage in a perfect meshing condition with the mirror-imaged bottom side of the generating gear — then the generating gear (which has only a virtual character) can be removed and the two bevel gears will mesh perfectly with each other as well. This leads to the formal definition of the kinematic coupling requirements.
Kinematic Coupling Requirements
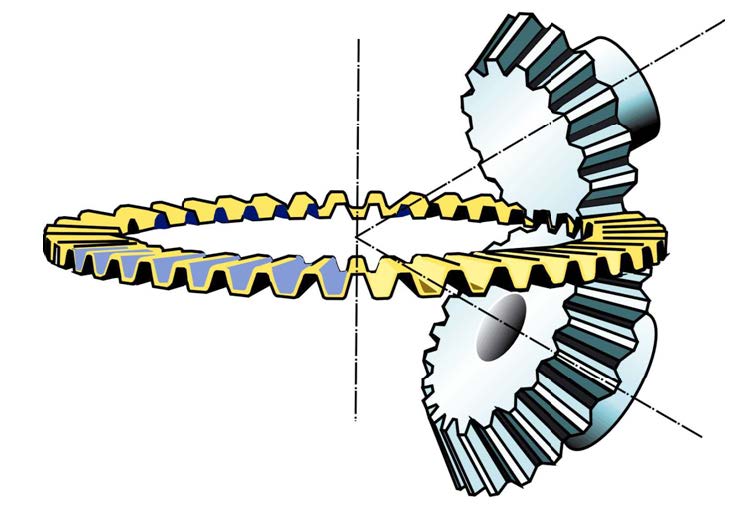
Figure 9 Generating principle of straight bevel gears.
- Click image to enlarge
With all coupling requirements satisfied, the ring gear flanks are conjugate to the pinion flanks. (The term conjugate is used in mathematics for two or more surfaces which contact each other along a line. Since the 1980s the term conjugate is also employed in the gear technology literature to define the “exact” gear pair which presents a triple plurality of line contact between two gear flanks during the meshing process (Ref. 4). This book will apply this application of the term conjugate according to the following definition, since it is commonly used today.
Definition of the Conjugate Gear Pair
A functional and conjugate bevel gear set can be generated even if not all requirements from above are fulfilled. This will require the implementation of certain corrections. However, the robustness and stability of a certain design will be diminished when fewer of the kinematic coupling requirements are satisfied. The violation of a coupling requirement and the resulting consequences to the functionality are not connected like binary conditions. An increasing deviation from a single requirement results in an increased limitation in the roll and transmission quality of a gearset.
When the involute flank generation of cylindrical gears was applied to bevel gears in Figure 9, the trapezoidal gener-ating profile with plain “side walls” was used as the basis for the plain generating gear for straight bevel gears. The generating principle of conjugate flank pairs between pinion and ring gear works for a wide variety of flank length forms as long as certain rules are respected.
It is, for example, possible to expand the function of the straight tooth plain generating gear of Figure 9 to a plain generating gear with curved teeth and subsequently arrive at Figure 10. At the left side of the generating gear (Fig. 10), a cutter head is shown that has blades that are oriented a certain distance from the cutter head center, which represent one tooth of the generating gear. This arrangement allows for a continuous rotation of the cutter head that results in an efficient chip removal in the tooth slots. The teeth of the resulting spiral bevel gear are oriented under an angle to the radial orientation of the straight bevel gear teeth (Fig. 9). A radial section (with an axial plane) will cut through two or even more teeth. This means for the pinions and gears manufactured with the generating gear in Figure 10, that more than one pair of teeth is in mesh and participates in the transmission at any time. This effect, called the “modified contact ratio,” results in larger transmittable torques and a smoother rolling of the flanks.
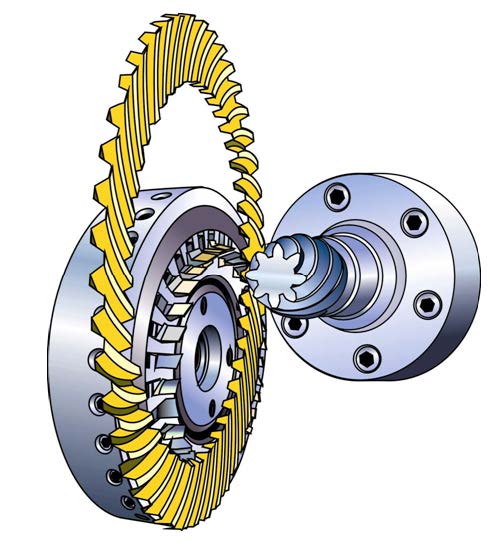
Figure 10 Generating principle of spiral bevel gears.
- Click image to enlarge
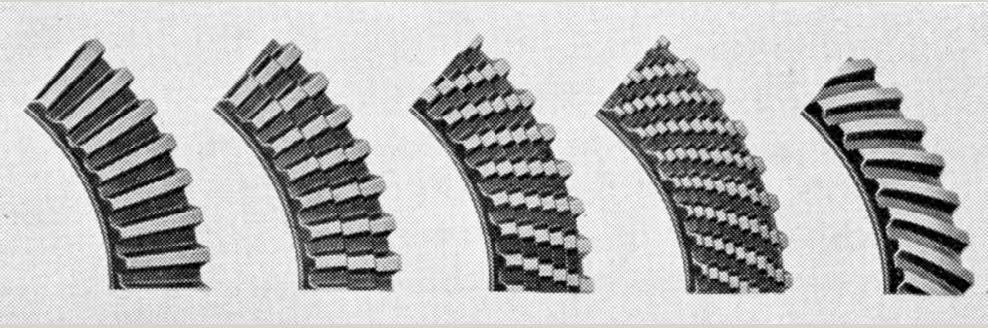
An intuitive justification of the step from straight teeth to curved teeth is demonstrated in Figure 11.
- Click image to enlarge
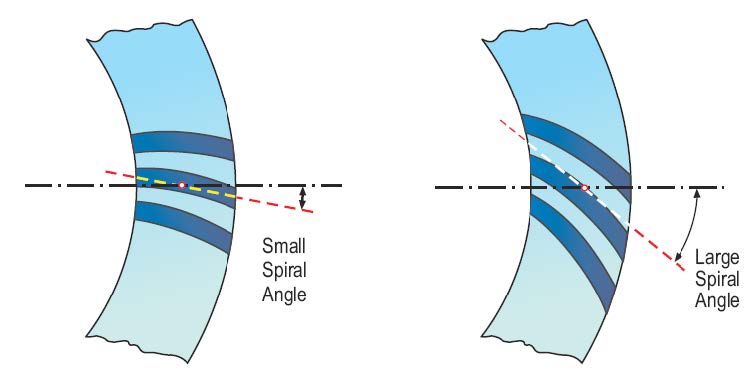
Figure 11 Model for creation of curved teeth and explanation of spiral angle.
- Click image to enlarge
The straight teeth to the left (Fig.11, top) are divided into more and more segments; the segments are then rotated along the face width from left to right. An infinite number of segments with infinitesimally small rotations deliver eventually the spiral bevel teeth (right, Fig. 11, top). The definition of the spiral angle is demonstrated in the lower part of the same figure (the drawing plane is equal to the generating plane). The rules regarding the shape of the flank line curves (and pressure angle) that have to be followed in order to assure undisturbed meshing will be summarized in the second half of this chapter, which will appear in the next issue of Gear Technology. The second half also delves into more detail with regard to the different methods of generating bevel gear teeth.
Summary
References
Gleason Bevel Gear Technology can be purchased ($68; 50% student discount) via the Gleason Website by clicking “About Gleason” – followed by “Gleason Company Store” – and then “Promotional Items.”

Dr. Hermann J. Stadtfeld received in 1978 his B.S. and in 1982 his M.S. degrees in mechanical engineering at the Technical University in Aachen, Germany; upon receiving his Doctorate, he remained as a research scientist at the University’s Machine Tool Laboratory. In 1987, he accepted the position of head of engineering and R&D of the Bevel Gear Machine Tool Division of Oerlikon Buehrle AG in Zurich and, in 1992, returned to academia as visiting professor at the Rochester Institute of Technology. Dr. Stadtfeld returned to the commercial workplace in 1994 — joining The Gleason Works — also in Rochester — first as director of R&D, and, in 1996, as vice president R&D. During a three-year hiatus (2002-2005) from Gleason, he established a gear research company in Germany while simultaneously accepting a professorship to teach gear technology courses at the University of Ilmenau. Stadtfeld subsequently returned to the Gleason Corporation in 2005, where he currently holds the position of vice president, bevel gear technology and R&D. A prolific author (and frequent contributor to Gear Technology), Dr. Stadtfeld has published more than 200 technical papers and 10 books on bevel gear technology; he also controls more than 50 international patents on gear design, gear process, tools and machinery.





