Investigation of the Interaction Between Process Signals and Modeled Thermomechanical Energy in Generating Gear Grinding
Nomenclature
dCor [-] Distance correlation Ft N Tangential force F⃗ N Force vector Mi [-] Mutual information p(X) [-] Marginal probability of X (energy variable) p(X,Y) [-] Joint probability function of X and Y p(Y) [-] Marginal probability of Y (power variable) Pc W Cutting power Pp W Process power Ps,i W Spindle idle power Ps,t W Spindle total power R [-] Ranks of X (energy variable) r [-] Pearson coefficient rs [-] Spearman’s rank correlation coefficient S [-] Ranks of Y (power variable) v⃗ m/s Speed vector vc m/s Cutting speed X [-] Energy variable Y [-] Power variable
Introduction
Grinding is a high-performance machining process typically applied at the end of a manufacturing process chain, due to its ability to meet surface quality and workpiece integrity requirements. In gear manufacturing, generating gear grinding is a high-productivity variation of the grinding process. The high productivity results from the continuous process, where the workpiece is machined with a worm-shaped grinding tool. Due to its abrasive characteristics and the resulting high degree of material deformation, this process requires a large energy amount of energy input per volume of material removed (Ref. 23).
The energy generated during the grinding process can be categorized into thermal and mechanical energy. While the mechanical loads in the contact zone during the grinding process have a direct influence on the residual stress state of the workpiece surface, the thermal loads account for most of the generated energy. Thermal energy can be dissipated to either the chip, the environment, the cutting oil or the workpiece, which brings the risk of compromising the surface integrity through the occurrence of grinding burn. The extent to which process parameters can be manipulated without causing part damage is not entirely understood. This constraint not only limits the productivity of the process but also often makes it rather iterative, as the surface characteristics must be tested to assess whether the selected parameters are appropriate. Currently, suitable process parameters are defined by time-consuming trials or based on the operator’s experience.
To guarantee an adequate surface integrity outcome in the parts finished by grinding, several energy characterization models have been developed for the calculation of energy and heat characteristics in the contact zone during grinding (Refs. 11, 14, 21). However, their direct application into generating gear grinding is often not viable, due to the complex contact conditions of the process derived from its intricate kinematics. More recent models are also able to describe the energy generation in the contact zone during generating gear grinding (Refs. 12, 19). The calculation of energy through such models offers a viable approach to understanding the energy generation in the contact zone, although it does not provide a means of directly accessing the influences of the energy on the process itself.
The fundamental relationships between energy and power in terms of machining processes indicate power as a relevant parameter for energy assessment. Power is a measure that can be assessed in real-time as a time-domain signal data extracted from the control of the grinding machine (Ref. 3). Moreover, the recording of spindle power signals during the process is a commonly found feature among modern grinding machines, allowing for in-process monitoring, without the necessity of installation of additional sensors. Thus, examining the relationships between the calculated process energy and the power signals on the spindles of the grinding machine may enable an indirect assessment of the heat in the contact zone, without the need for interactive evaluations. The approach developed in this research aims to aid a further understanding of the correlations between the energy generated during material removal and the power signals from the machine control during generating gear grinding. The approach is based on the development of a methodology for the investigation of correlations between machine spindle power signals and the calculated process energy in the contact zone, during the contact between tool and workpiece in generating gear grinding.
Despite the challenges posed by a complete understanding of the energy generation during generating gear grinding, both analytical and empirical models can provide a quantification of this metric. The energy generated in the contact zone can be correlated to the power in the spindle (Ref. 12), which in turn, can be measured by analyzing machine signals. However, since this relationship is not inherently straightforward, a detailed study of both power signals and energy is required to identify effective correlations. Therefore, within this chapter the current state of the art on both of those concepts is reviewed, focusing on methodologies for energy calculation and signal analysis in gear grinding. By investigating existing approaches and technologies, a foundation can be established for proposing a method to analyze correlations between energy consumption and power signal characteristics during generating gear grinding.
Energy in Generating Gear Grinding
As an abrasive process, the energy required in the grinding process is higher than in machining processes with a defined cutting edge (Ref. 20). This effect is derived from the large amount of material deformation that occurs during the cut, from the material that is removed and the one that remains in the workpiece, as well as the friction between the work-piece surface and the grains in the grinding wheel (Ref. 20). The total energy required to machine parts during grinding can be understood as a sum of process, machine and background energy (Ref. 11). The machine and background energies correspond to the share that is required for the machine to operate (hydraulics, cooling system, lighting, etc.). Meanwhile, the process energy corresponds to the share that is actively employed for material removal. For grinding, the process energy averages up to 20 % of the total required energy and is typically considered to be equivalent to spindle energy (Ref. 1).
The understanding of the energy involved in machining processes is often approached by a correlation with machine power, based on the principle that power is the rate at which work is done or energy is converted. Therefore, in cutting processes, energy is defined as the product of the distance to be traveled (cutting length) and the components of the resulting force acting in its direction, while power is defined as the product of the speed components and the resulting force acting in their direction (Ref. 9). These relations are useful in manufacturing since they allow for a more direct comprehension of the energy in terms of process parameters. In grinding, this association is given by Equation 1, in which the cutting power Pc is directionally proportional to the tangential force Ft. The cutting power is a share of the aforementioned process power (Equation 2) and, therefore, cannot be directly compared to the power which is observed in the machine spindle (Ref. 8). Nevertheless, the association between those is possible through Equation 3, in which the process power Pp is defined as the spindle total power, subtracted by the idle power on the spindle—the power which is necessary for the sole rotation of the spindle, without contact between tool and workpiece (Ref. 11).
(1)
(2)
(3)
Fundamentally, power can be understood as the rate of energy consumption. In terms of the grinding process, essentially up to 60–90 percent of the process energy can be converted into heat into the workpiece, depending on factors such as process conditions, grain and wheel bonding type (Ref. 11). This conversion effect leads to a recurring issue during grinding processes, the incidence of grinding burn, characterized as thermal damage in the workpiece surface. This incidence may lead to metallurgical phase transformations, tempering and possible rehardening of the surface layer (Ref. 15), as well as induction of residual stresses, which affects the fatigue strength of the material (Ref. 10). Since thermal damage like grinding burn concerns a wide combination of effects and intensities, it cannot be detected throughout the process immediately, but rather through tests and examinations carried out on the finished part. According to Malkin, the threshold temperature for the occurrence of grinding burn could be determined in terms of critical specific energy, which requires the definition of empirical coefficients based on the material pair (Ref. 15). Those findings indicate that there are means for in-process identification and control of thermal damage. Previously, Rowe also developed a model for predicting grinding burn threshold, based on the heat flux observed in the process, considering the energy partitioning between tool and workpiece (Ref. 21).
[advertisement]
The detection of such thermal defects is further complicated due to the abrasive characteristics of the grinding process. Since the material removal is performed by grains with an undefined cutting edge, the heat generation in the contact zone cannot be directly assessed. For this reason, many models have been developed to estimate both the energy and heat in the process during grinding. For the case of generating gear grinding, this modeling is further hindered by the complex kinematic characteristics of the process, which leads to different contact conditions at each instant of the process (Ref. 22). Reimann developed a thermomechanical energy description model for generating gear grinding, in which the specific grinding energy is calculated based on parameters such as the cutting force, cutting speed, contact time, and contact zone area in the process, which are determined both analytically and empirically (Ref. 19). The model has been parameterized utilizing an analogy trial replicating the effects of the contact between tool and workpiece at one specific point of the gear flank and validated by the inspection of the presence of grinding burn (Ref. 19). Although the model provides a good description of the heat flux at one specific point by this approach, its application in different test cases is challenging due to its reliance on empirical factors from temperature and force measurements during trials. Furthermore, Linke developed a model to describe the energy in conventional grinding based on the stages of chip formation—friction, plowing and shearing, with a single-grain engagement approach (Ref. 11). The implementation of consideration of contact length in the model makes it more comprehensive to different process kinematics. However, it is not directly applicable to generating gear grinding, as well as it does not consider the influence of different grain sizes or geometries, nor the influence of the simultaneous engagement of multiple grains. Although both models can estimate the heat and energy in the contact zone, they either do not fully consider factors that are also relevant to the process or are not directly applicable to generating gear grinding. Considering this, Löhrer combined the findings of both models into an approach that considers the influence of the grinding wheel topography on the energy distribution at the flank during generating gear grinding (Ref. 12).
In the model developed by Löhrer, the energy calculation is done through the generating gear grinding simulation with the software GearGRIND (Ref. 12). With user input of the tool topography, process parameters and workpiece properties, the software can apply the process kinematics to obtain the generated energy. This is achieved utilizing a penetration calculation in which the workpiece and tool movements are discretized in cutting planes, to later be positioned with each other. Due to the process-specific kinematics, the tool profile penetrates the workpiece, as the cutting planes of the tool body are projected into those of the workpiece. If there is an overlap, the common cutting surface is then determined and removed (Ref. 7). For the original simulation of the contact, neither the grinding worm nor the gear rotated, but rather the gear was fixed in space while the tool followed a trochoidal motion, representing a combination of the gear and the tool motion which occurs in the actual process. For the energy calculation developed by Löhrer, in addition to the original approach, the topography curves of the grinding worm are also projected into each tool profile (Ref. 12). Subsequently, the rotational motion of the worm is implemented by changing the position of each tool profile during the trochoidal motion, which allows it to accurately represent the contact between the grains and workpiece surface through the rotational motion of the tool. Based on this foundation, the microinteraction characteristics of contact length lc, grain cross-section area Acu and grain penetration depth hcu are calculated, as illustrated in the left side of Figure 1. In the schematic, the engagement path of a grain is represented by a line passing through the macro contact geometry. Through the simulation, the contact characteristics are calculated along the entire engagement for all the grains in contact, in the entire gear grinding process (Ref. 12). Thereby, it is possible to calculate the friction Efr, plowing Epl and shearing energy Esh, and with that the process energy Ew, by using the equations described in the right side of Figure 1.
Figure 1—Approach for Process Energy calculation by Löhrer (Ref. 12).
Signal Analysis in Grinding Processes
In grinding, material removal takes place through the engagement of grinding wheel grains with the workpiece, resulting in a contact zone significantly smaller than in defined cutting-edge processes like milling or turning (Ref. 2). Therefore, the assessment of process parameters using conventional measuring techniques is often not possible, due to the difficulty of accessing the actual contact area. These difficulties underlie the efforts which have been made to apply indirect monitoring methods to the grinding process through signal analysis, as a means of capturing and interpreting the dynamic behavior observed in the process. This chapter provides an overview of signal analysis, initially in the context of overall manufacturing processes, as well as specifically in grinding processes.
Within machining processes with a defined cutting edge, Tool Condition Monitoring (TCM) is a common application for signal analysis. For the process of gear hobbing, Hendricks investigated the suitability of using acceleration sensors for predicting component quality regarding tool wear (Ref. 6). The goal of the approach was to derive measures for increasing the process stability from the signal data. The evaluation of characteristic values extracted from the time and frequency spectrum of the signal allowed the recognition of patterns between acceleration signals and geometric quality deviations in the hobbed parts. For the process of milling, Drouillet also investigated tool life predictions by studying the spindle power signals of the process (Ref. 5). In this approach, the Root Mean Square (RMS) values of the signals in the time domain are evaluated by a neural network to predict the Remaining Useful Life (RUL) of the tool, presenting a strong correlation between the predicted and true values of the RUL.
In abrasive processes such as grinding, the stochastic characteristics of the contact between the grains of undefined geometry and the surface of the workpiece bring further complexity into such investigations. Pandiyan conducted a comprehensive review regarding monitoring of abrasive finishing process by using artificial intelligence. The review indicated that AE (Acoustic Emission) sensors are the most commonly employed for abrasive processes, due to their sensitivity in the high-frequency range, where most of the microcutting components are dominant (Ref. 17). Further analysis revealed that grinding burn, wheel conditioning and shatter vibration are common topics to be predicted when monitoring grinding processes (Ref. 17). Additionally, Mirifar developed an approach for prediction of forces and surface roughness in grinding, through the analysis of AE sensors integrated into the grinding tool (Ref. 16). In the approach, the signals were initially pre-processed, amplified and de-noised, and the peak values were used as input in feedforward neural network, which was able to predict the arithmetic mean roughness Ra and normal grinding forces FN with an accuracy of 99 percent (Ref. 16).
To indirectly assess the process energy during generating grinding, the physical relationships between energy and power indicate the evaluation of power signals as a promising approach. On industrial grinding machines, the recording of time-domain power signals of the machine spindles is a commonly incorporated factory feature. Therefore, the evaluation of such signals also brings the advantage of not requiring the installation of external sensors such as accelerometers or AE sensors, with which the achievement of sensible results is dependent on the sensor positioning and distance to the workpiece (Ref. 17), hence, possibly leading to incorrect readings.
Objective and Approach
As described in the previous chapters, the understanding of the relationships between energy in the contact zone and spindle power signals in generating gear grinding shows potential for optimizing process parametrization. In that sense, the objective of this report is to develop a method for investigation of the correlations between process signal and calculated process energy in generating gear grinding, see Figure 2.
Figure 2—Objective and approach of the research.
To achieve the proposed objective, the approach is divided into four phases. In phase 1, experimental trials are conducted for generating gear grinding of a pinion shaft, to gather the machine power signals. Those signals are then treated and analyzed in phase 2, where the main characteristic values which define the process are extracted, to be later compared with the process energy. This calculation will be performed based on the model of Löhrer (Ref.12) through the software GearGRIND. The model is described in phase 3. Finally, in phase 4, a method to investigate the correlations between the power signals and process energy gathered in the previous phases is developed.
Experimental Methodology
In the trials carried out for this study, generating gear grinding was applied to finish case-hardened pinion shafts made of 16MnCr(S)5, designed for use in transmission systems of electrical vehicles. The trials were performed as a part of the Incubator Technology Chain project, in which product, process and quality were acquired for the entire manufacturing chain of the pinion shafts. Before the generating gear grinding trials, the pinion shafts were prepared by a hobbing process with varying parameters. The variation of parameters during the gear preparation influences the initial geometry in the grinding process, and therefore, is presented in this chapter.
Experimental Setup
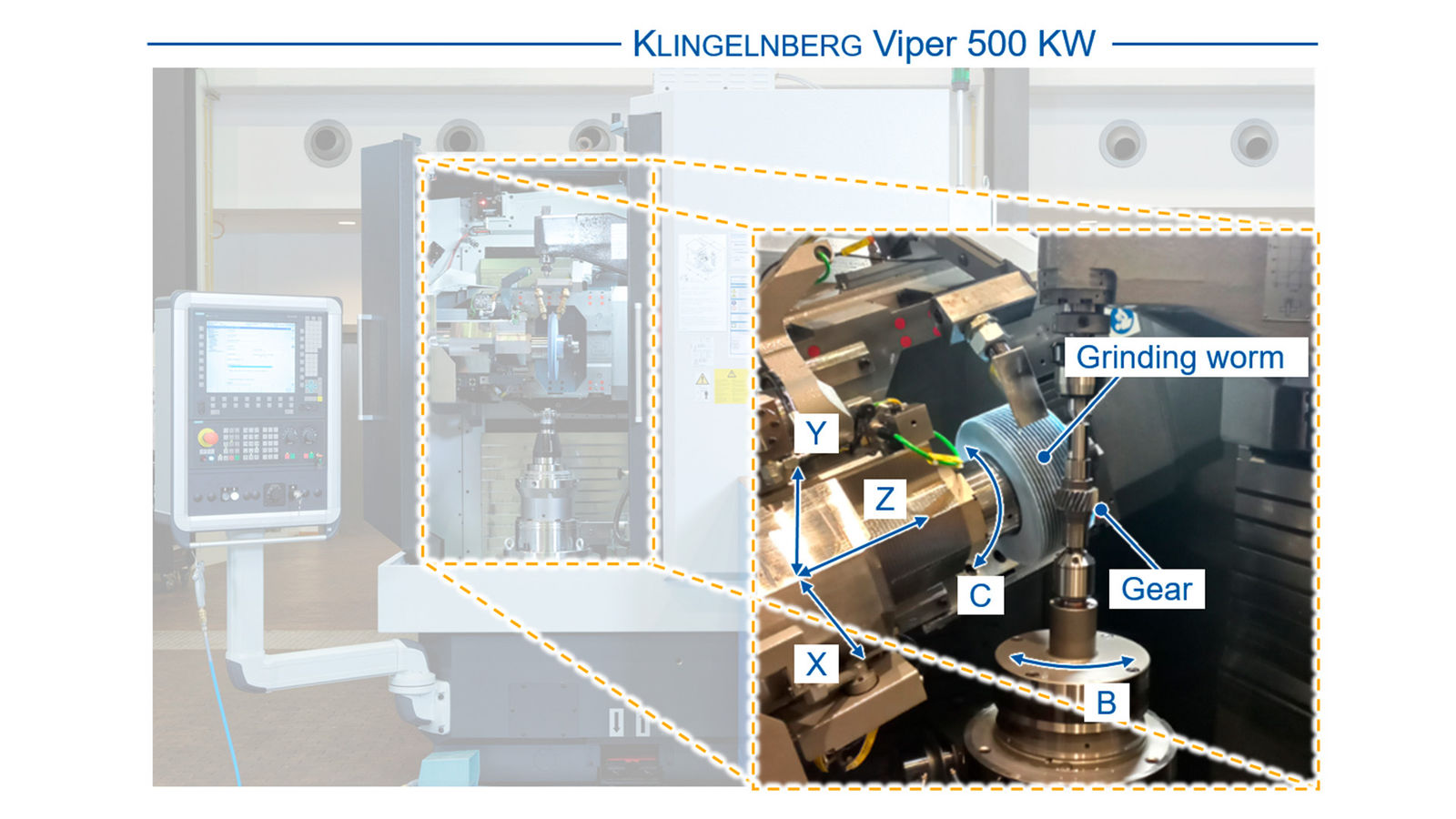
The grinding trials were performed on a Klingelnberg VIPER 500 KW grinding machine. The pinion shaft was centered and clamped between tips, as shown in Figure 3. During the process, the actual value of current in axes B (workpiece rotation), C (grinding worm rotation), X, Y and Z (grinding worm translation) was recorded. Because current and power are directly related if the voltage is constant, and the detectable power signal of the grinding spindle has a lower resolution than the current signal, the spindle current has been measured. The signals were recorded throughout the entire grinding process of each pinion shaft at a sampling rate of fs = 60 Hz. As a tool, a ceramic bonded grinding worm manufactured by Krebs & Riedel was used, with characteristics shown at the bottom left of Figure 3. To prepare the grinding worm for the grinding process, its dressing was performed using a diamond disk dresser.
Figure 3—Experimental setup.
Design of Experiments
The design of the experiments is shown in Figure 4. As previously mentioned, before grinding the gears are prepared by a gear hobbing process (shown on the left side of Figure 4). The energy calculation detailed in this research only takes the grinding process into account, however, the grinding stock in the first pass is defined by the parameters used during the gear preparation. Therefore, the variation of the parameters in this stage must also be considered. For both the gear preparation and the grinding, a reference and a productive parameter set were applied. For the gear preparation, the cutting speed vc was kept constant between both variations, while the feed was varied between fa = 1.5 / 2.0 mm, and fa =3.0 / 4.0 mm.
Figure 4—Design of experiments.
During grinding, material removal was performed through a five-stroke strategy, which divided the total grinding stock into five cuts, aiming to reduce the risk of grinding burn in the final part. The first three strokes concern the roughing operation, while the finishing is performed in the next two, each with different parameters. Generally, the first stroke acts as an equalization pass, in which there may not be full contact between the tool and the workpiece, to level the surface. With the model considered in this research, the energy of each stroke is calculated separately, therefore, each stroke can be considered as a different input for the energy calculation. Across the grinding process, the cutting speed vc, infeed DS and axial feed fa were varied as shown in the center and left of Figure 4. While the cutting speed varies between the reference and productive variations, the infeed and axial feed are varied between the roughing and finishing steps.
Treatment of Process Signals in Generating Gear Grinding
After the execution of the trials, the next step of the approach is evaluating the acquired signals, to extract from them characteristic values which can be compared to the process energy. For that evaluation to occur, the signals from the entire process must first be evaluated in terms of the process strategy, to understand which sections of the signals are relevant for the analysis.
The raw signals obtained from the trials contain valuable information about the process, however, evaluating them directly presents challenges. Initially, the large amount of data not only makes the evaluation complex but also poses limitations in terms of storage and processing. Additionally, the entire signal contains regions that are not representative of the process, when there is effective contact between the tool and workpiece. Therefore, to facilitate the recognition of patterns in the signal, it is first necessary to extract values that can be associated with the energy.
The actual values of current in the entire process were extracted from the machine control. The first step to evaluate these results in terms of energy is to convert the measured current into power, given its relationship to the voltage. The result of this conversion for all the C-axis (tool rotation) and X-axis (tool radial translation) is shown in Figure 5. On the left side of the figure, the signals for the X- and C-axis are compared. On the signal recorded from the X-axis, the presence of peaks at the points where contact starts on each stroke could be identified. Those peaks were then taken as a reference for the distinction of the beginning of each stroke, as shown by the vertical dashed lines. The end of the interval of each stroke, however, was taken as the moment when the value of the beginning of the stroke was reached again (not depicted in the diagram). As a result, each stroke was then distinguishable as shown to the right of Figure 5.
Figure 5—Identification of the stroke intervals in the tool spindle signals.
Typically, signal processing requires applying a filtering process to extract realistic values from the signals. However, the power signals during the trials were acquired at a frequency rate of fs = 60 Hz, significantly lower than common frequency rates in data acquisition (typically 60 kHz to 1 MHz for AE sensors, for example). Therefore, a further reduction of the signal is not necessary.
With the signal pre-processed by identifying the regions containing different strokes, it was then possible to characterize the signal by extracting time-domain characteristic values. For this approach, Maximum (Max), Minimum (Min), Median (med), Mean, Peak to Peak (P2P), RMS, Kurtosis (Kurt), K4, Skewness (Skew), Variance (Var) and Krest factor (Krest) were calculated for future comparison to the calculated energy. In the center of Figure 6, a visual representation of a few of the characteristic values for the first stroke of eight repetition trials with the reference parameters of grinding is displayed. In this case, the stroke occurred in the time interval between 36 and 48 seconds from the beginning of the process. Through the plot to the right of Figure 6, it is possible to see the scatter between the calculated values, which indicates the reliability of the current measurements and suggests a viable source of data for further comparison with the generated energy during the process. Therefore, the extracted values can be used as input for the investigation of correlations with the generated energy during the process. Each of those values was then calculated for every stroke, and each of the parameter sets described in the section “Experimental Methodology” to later be used as an input in the approach developed in the section “Development of an Approach for Investigation of the Correlation Between Process Signal Data and Process Energy.”
Figure 6—Approach for evaluation of power signals in the tool spindle axis.
Description of Process Energy Calculation Model
With the power signals for the machine’s main spindles evaluated and characterized in the previous section, the next step of the approach is the calculation of the process energy in each setup of the design of experiments. As mentioned in the previous chapters, this research is based on the model developed by Löhrer, which allows the calculation of the energy over each contact point between tool and workpiece, in one axial position of the gear gap. The model is developed utilizing a penetration calculation considering measurements of the tool topography. The application of the model is summarized on the left of Figure 7.
Figure 7—Application of the energy model developed by Löhrer (Ref. 13).
For applying the model for the process investigated in this approach, the first step is to characterize the grinding worm in terms of its tool topography. For this purpose, the topography of the grinding worm is measured using a laser scanning microscope Keyence VKX-1000, following the same approach detailed by Löhrer (Ref. 12). Hence, a fraction of the worm with a large enough size to provide a representative description of the topography—in terms of grain size and distribution—is scanned by the microscope. The resulting measurement is then evaluated using the software MountainsMap, to extract several two-dimensional curves, contained in a plane parallel to the tool surface. To extract curves that may be accurately incorporated into the tool profiles that represent the grinding worm in the simulation, each curve must be parallel to and equidistant from the others.
On the right side of Figure 7, it is possible to see the results which were achieved by Löhrer when applying the model to the generating gear grinding of a 20MnCr5 gear, with the properties and parameters displayed to the right of the figure (Ref. 13). With these parameters, the influence of cutting speed and axial feed on the process energy per area Ew’ (shown in lightest color) was investigated. The results are also compared to those obtained with the empirical model of Reimann (Shown in the darkest color), and for this reason, this analysis is limited to one point on the gear pitch circle, as defined in the analogy trials developed by Reimann (Ref. 19). Within both results, it is possible to see a direct relationship between axial feed fa and energy, although no relevant effect can be seen by the variation of cutting speed vc. According to Löhrer, this behavior likely comes from the fact that the vc is not considered for the construction of the macromovements in the simulation with GearGRIND, and consequently, it is not considered for the calculation of the microinteraction characteristics (Ref. 12). Physically, this can also be explained by the fact that, although cutting forces increase with an increase of the cutting speed, and thus the process power consumption, the contact time also decreases, which may become too short to dissipate the power into the generated energy Ew (Ref. 13). Therefore, in a further analysis of the energy considering process signals, similar behavior can be expected, considering that the power is directly correlated to both the forces and the speeds in the process, through Equation 1 and Equation 2.
Besides the calculation of the generated energy, a particular characteristic of the model developed by Löhrer is the consideration of the different energy shares coming from the distinct chip formation mechanisms (friction, plowing and shearing energies) (Ref. 12). Given the different interactions between the grains and the workpiece during each stage of material removal, each of these shares may represent a different effect on the thermal and mechanical loads of the cutting process. According to Malkin and an analysis performed by Löhrer, nearly all the friction energy Efr is conducted to the workpiece as heat, while the shearing energy Esh presents the lowest conversion into heat to the workpiece of all three energy shares (Refs. 12, 14). Thus, if most of the generated energy Ew corresponds to Esh, the majority of this energy will likely be applied to material removal, and not converted into heat to the workpiece. These interactions suggest the relevance of also considering each different share of generated energy (Efr, Epl, Esh) as a different variable input in the approach for investigation of correlations between the calculated energies and characteristic values extracted from the power signals, as described in the following chapter. Therefore, through the model developed by Löhrer, the process energy in terms of the energy shares must be calculated for each stroke, and each set of process parameters described in the section “Experimental Methodology.” The achieved results will be then considered as input for the approach developed in the next section.
Development of an Approach for Investigation of the Correlation Between Process Signal Data and Process Energy
Once the values of the generated energy in each of the grinding strokes are obtained, as well as the characteristic values of the power signals from the respective trials, the next step is the investigation of correlations between both results. As detailed in “Energy in Generating Gear Grinding,” in generating gear grinding, there is no clear analytical relationship between power signals and energy in terms of process parameters. Therefore, the need for an alternative approach to recognize correlations between variables obtained from the acquired signals and calculated energy using statistical correlation techniques arises. The approach developed in this research seeks to study correlations based on the steps described in the previous chapters, as shown in Figure 8.
Figure 8—Approach for investigation of correlations between process energy and spindle power.
In the section “Treatment of Process Signals in Generating Gear Grinding,” the extraction of characteristic values from the spindle power signals was described, as shown in the upper left of Figure 8. Each set of process parameters and each grinding stroke result in a vector of characteristic values that will be used in the comparison. In the section “Description of Process Energy Calculation Model,” the energy calculation through the model developed by Löhrer (Ref. 12) was described, as well as each energy share which will be evaluated in the comparison, as shown in the bottom left of Figure 8. This chapter then details the development of the approach to compare how the variables extracted for each grinding stroke through the previous steps are correlated through all the trials described in the section “Experimental Methodology.”
Considering the stochastic nature of tool and workpiece engagement in generating gear grinding, as well as the insufficient understanding of the influences of power signals in the process energy Ew, it is challenging to estimate the nature of the correlations that are expected to be found with this approach. Although linear correlations are easier to identify, nonlinear correlations may also be present in the data, as well as multivariate correlations resulting from the combination of different variables. Therefore, an approach to this investigation must meet the requirements of being able to recognize different kinds of relationships, be flexible regarding the assumptions that must be met by the data distribution and be prepared to consider the presence of outliers. Initially, this is achieved by considering a combination of different correlation coefficients in the analysis. The coefficients will be calculated for each combination of variables obtained by comparing the signal characteristic values and the calculated process energy shares. Since it is not relevant to investigate the correlation between the signal characteristic values among themselves, the coefficients will be calculated for each combination of one energy variable, and one power variable.
A common coefficient applied for correlation investigations is the Pearson correlation coefficient r (Equation 4) (Ref. 18), with which essentially the covariance between two variables, divided by the product of their standard deviations is calculated. By calculating this coefficient, a value ranging from r = -1 (perfect negative linear relationship) to r = +1 (perfect positive linear relationship) is obtained. For Pearson to be applicable, it is necessary that both variables are normally distributed, and the data is homoscedastic. Such requirements may not be met by all the variable combinations that are evaluated in this approach. As well as the fact that this coefficient is sensitive to the presence of outliers, means that the evaluation of other coefficients is also necessary.
(4)
When compared to Pearson, a second coefficient which is less sensitive to the presence of outliers, besides not requiring the normal distribution of the data due to its non-parametric nature, is the Spearman’s Rank Correlation Coefficient rs (Equation 5) (Ref. 18). Through the calculation of this coefficient, it is possible to measure the strength and direction of a monotonic relationship between two variables (whether linear or not), through a value between rs = -1 (perfect negative linear relationship) and rs = +1 (perfect positive linear relationship). The calculation is done utilizing ranking the data points for each variable and subsequently calculating Pearson’s correlation coefficient on these ranks.
(5)
Although both rs and r provide a useful overview on linear and monotonic relationships, for a most robust approach, the calculation of the Distance Correlation dCor (Equation 6) is also considered, as it applicable for complex data where the relationship may not be apparent. The calculation of dCor allows for the detection of both linear and non-linear relationships between two or more variables, without any assumptions about the distribution or dimension of the data, by providing a value between dCor = 0 (independence) and dCor = 1 (perfect dependence). This coefficient is obtained by calculating standardized distances between points in the data, and thereby determining the statistical independence of these distances.
(6)
Finally, to achieve an approach that is not only based on coefficients from which it is possible to understand the strength and direction of a relationship, the Mutual Information Mi (Equation 7) is also included in the analysis (Ref. 4). The calculation of this metric allows for the quantification of the amount of information gained about one variable by observing another, by effectively measuring the degree of mutual dependence between them. The calculation of Mutual Information involves the estimation of the probability distributions of each variable, and their joint distribution, therefore, it doesn’t require any assumptions about the data distribution.
(7)
By calculating the correlation coefficients, an evaluation of the relationships between the characteristic values from measured power signals and calculated energy can be made. However, for this evaluation to yield meaningful results, it is initially necessary to ensure that the correct assumptions about the data for the calculated coefficients are fulfilled. Secondly, it is necessary to evaluate whether the results obtained from the calculations are relevant to the overall analysis. To achieve that, the approach shown on the left of Figure 9 is developed.
Figure 9—Approach for investigation of correlations between process energy and spindle power.
In step number 1 of the procedure, a preliminary exploration of the variables is performed, to guarantee that the assumptions made for the calculation of each correlation coefficient are valid. In this step, the linearity, normality and homoscedasticity of the variables will be evaluated to validate the application of each coefficient. With that investigation, it is possible to understand which correlation coefficients can be calculated in step 2 for each relationship between variables. The coefficients will be calculated for each variable combination, yielding a different strength of correlation for each. To evaluate the relevance of the correlations between each variable combination, in step 3, the results will be visually inspected, as exemplified on the center and right sides of Figure 8. Through the heat map shown in the center, it is possible to compare the strength of correlations between each combination, thus allowing us to quickly assess which combinations are strongly (darkest color) or weakly (white) correlated. In this evaluation, the combinations between the total generated energy Ew—as well as the energy shares Efr, Epl, and Esh—and the characteristic values extracted from the power signals, will be observed. Subsequently, through the selection of the most strongly correlated variable combinations, a visualization of the scatter plots of each combination allows for the identification of which kind of relationship (positive or negative, strong or weak, linear or nonlinear) is found between them, if any. Thereby, the application of this method is expected to reveal underlying patterns between power signals and process energy in generating gear grinding, and with that, bring a foundation for identifying the energy generation through real-time measurements of spindle power signals.
Summary and Outlook
The energy generation in generating gear grinding is a critical mechanism in terms of the surface integrity of the parts. The assessment of generated energy in the process remains challenging due to the intricate characteristics of the process kinematics and grain engagement. To provide an improved understanding of the energy generated during generating gear grinding, Löhrer developed a model that allows for the calculation of process energy Ew with consideration of the microinteraction characteristics of the grain engagement. The model can describe the energy generation along the entire grinding process (Ref. 12); however, it doesn’t provide the means for direct on-time assessment of the conditions within the contact zone. This research takes advantage of the power signal measurements obtained from a grinding machine during the process, to derive an approach for understanding the energy generation in the process utilizing a real-time assessment based on power signals.
The objective of this work was to develop an approach to investigate the interactions between process signals and calculated process energy in generating gear grinding. To achieve this objective, the approach was based initially on the execution of experimental trials of generating gear grinding, to acquire the signals of machine spindle power during the process. The acquired signals were then analyzed considering the process strategy, and the relevant characteristic values were extracted from it, to allow a direct comparison with the calculated energy. Furthermore, the energy model developed by Löhrer was described through the simulation in the software GearGRIND. Thus, the process energy Ew as well as the energy shares of friction energy Efr, plowing energy Epl and shearing energy Esh were considered in the approach. With the analysis of power signals and description of the process energy, it was then possible to develop an approach for the investigation of correlations between the two by applying statistical correlation coefficients.
The next step of the research is the application of the energy model developed by Löhrer to the process conditions in which the signals were extracted. Then, through the developed correlation approach, it will be possible to understand the effects of the calculated energy on the real-time power signals, and subsequently establish a connection between them. That understanding will allow the development of real-time process monitoring techniques, to assess the energy generation in generating gear grinding. With that, it will be possible to predict the occurrence of thermal damage without the need for iterative steps during the process parametrization.
Acknowledgment
The authors gratefully acknowledge financial support by the German Research Foundation (DFG) for the achievement of the project results within the project: DFG EXC2023/1—B1.II.
References
Aurich, J.; Carrella, M.; Steffes, M.: Evaluation of Abrasive Processes and Machines with Respect to Energy Efficiency. In: Dornfeld, D. A.; Linke, B. S. (Hrsg.): Leveraging Technology for a Sustainable World. Berlin, Heidelberg, 2012, S. 329–333.
Brinksmeier, E.; Böhm, C.: The Concept of a Sensor Equipped Grinding Wheel and its Prospects. 2000.
Brinksmeier, E.: Prozess- und Werkstückqualität in der Feinbearbeitung. Habil.-Schr. Universität Hannover, 1991.
Cover, T.; Thomas, J.: Elements of information theory. 2nd.edition. Aufl. Hoboken, NJ: Wiley-Interscience, 2006.
Drouillet, C.; Karandikar, J.; Nath, C.; Journeaux, A.-C.; El Mansori, M.; Kurfess, T.: Tool life predictions in milling using spindle power with the neural network technique. In: Journal of Manufacturing Processes, 22. Jg., 2016, S. 161–168.
Hendricks, S.; Solf, M.; Bergs, T.: Methoden zur Qualitätsvorhersage beim Wälzfräsen anhand von Beschleunigungsdaten. In: Tagungsband zur 64. Arbeitstagung “Zahnrad- und Getriebeuntersuchungen”. Aachen, 31.05./01.06.2023. Eigendruck des WZL-Getriebekreises, 2023, S. 16-1 bis 16–29.
Hübner, F.; Klocke, F.; Brecher, C.; Löpenhaus, C.: Development of a Cutting Force Model for Generating Gear Grinding. ASME (Hg.) 2015—International Design Engineering Technical Conferences, 2015.
Kota, S.; Balguri, P.; Govardhan, D.: Optimization of grinding depth to avoid grind-induced burns in 35NCD16 alloy. In: Materials Today: Proceedings, 62. Jg., 2022, S. 2739–2743.
Linke, B.; Garretson, I.; Torner, F.; Seewig, J.: Grinding Energy Modeling Based on Friction, Plowing, and Shearing. In: J. Manuf. Sci. Eng., 139. Jg., 2017, Nr. 12, S. 121009-1–121009-11.
Löhrer, P.; Brimmers, J.; Bergs, T.: Force Modeling for the Process of Generating Gear Grinding Considering the Grinding Worm Topography. In: Ta-gungsband zur 63. Arbeitstagung “Zahnrad- und Getriebeuntersuchungen.” Aachen, 1/2.06.2022. Eigendruck des WZL-Getriebekreises, 2022, S. 8–1 bis 8–22.
Löhrer, P.; Solf, M.; Bergs, T.: Thermal Energy Modeling for the Process of Generating Gear Grinding Considering the Grinding Worm Topography. In: Tagungsband zur 64. Arbeitstagung “Zahnrad-und Getriebeuntersu-chungen”. Aachen, 31.05./01.06.2023. Eigendruck des WZL-Getriebekreises, 2023.
Malkin, S.; Guo, C.: Thermal Analysis of Grinding. In: CIRP Ann., 56. Jg., 2007, Nr. 2, S. 760–782.
Malkin, S.; Guo, C.: Grinding Technology. Theory and application of machining with abrasives. 2. Aufl. New York: Industrial Press, 2008
Mirifar, S.; Kadivar, M.; Azarhoushang, B.: First Steps through Intelligent Grinding Using Machine Learning via Integrated Acoustic Emission Sensors. In: JMMP, 4. Jg., 2020, Nr. 2, S. 35.
Pandiyan, V.; Shevchik, S.; Wasmer, K.; Castagne, S.; Tjahjowidodo, T.: Modeling and monitoring of abrasive finishing processes using artificial intelligence techniques: A review. In: Journal of Manufacturing Processes, 57. Jg., 2020, S. 114–135.
Press, W.H., Teukolsky, S.A., Vetterling, W.T., Flannery, B.P.: Numerical recipes in C. The Art of Scientific Computing. 2nd. ed; reprint. Aufl. Cambridge: Cambridge Univ. Press, 2002.
Reimann, J.: Randzonenbeeinflussung beim kontinuierlichen Wälzschleifen von Stirnradverzahnungen. Diss. RWTH Aachen University, 2014.
Rowe, B.: Principles of Modern Grinding Technology. 2. Aufl. Norwich, NY: William Andrew Publishing, 2014.
Rowe, W.; Pettit, J.; Boyle, A.; Moruzzi, J.: Avoidance of Thermal Damage in Grinding and Prediction of the Damage Threshold. In: CIRP Annals, 37. Jg., 1988, Nr. 1, S. 327–330.