Next-Generation Bevel Gear Metrology
Unified surface and geometry analysis in a single inspection cycle
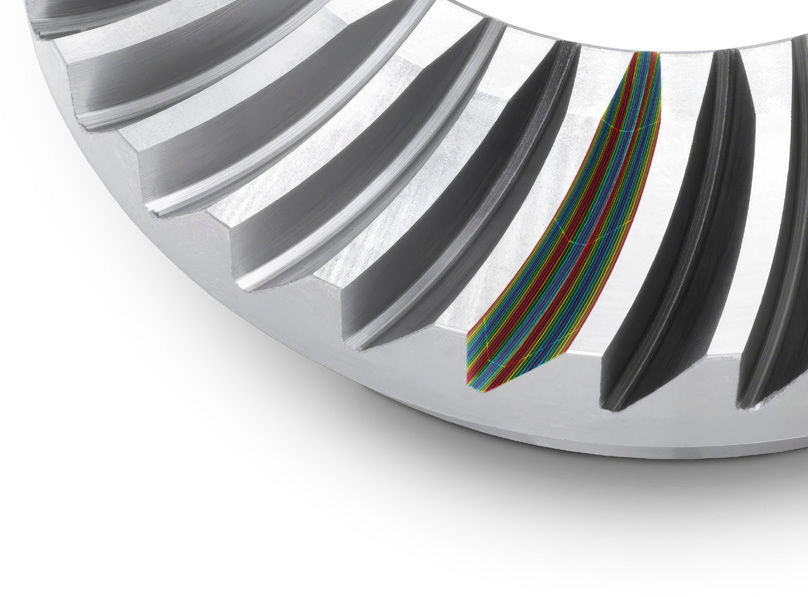
Modern bevel gear manufacturing increasingly requires inspection systems that go beyond traditional flank form evaluation. Surface-related characteristics—particularly waviness and roughness—play a critical role in defining gear performance under load, directly influencing noise behavior, efficiency, and fatigue life.
Conventional measurement of these parameters typically relies on specialized surface roughness instruments when high-resolution roughness evaluation is required. However, this approach often introduces additional complexity, longer inspection times, and the need for separate measurement setups.
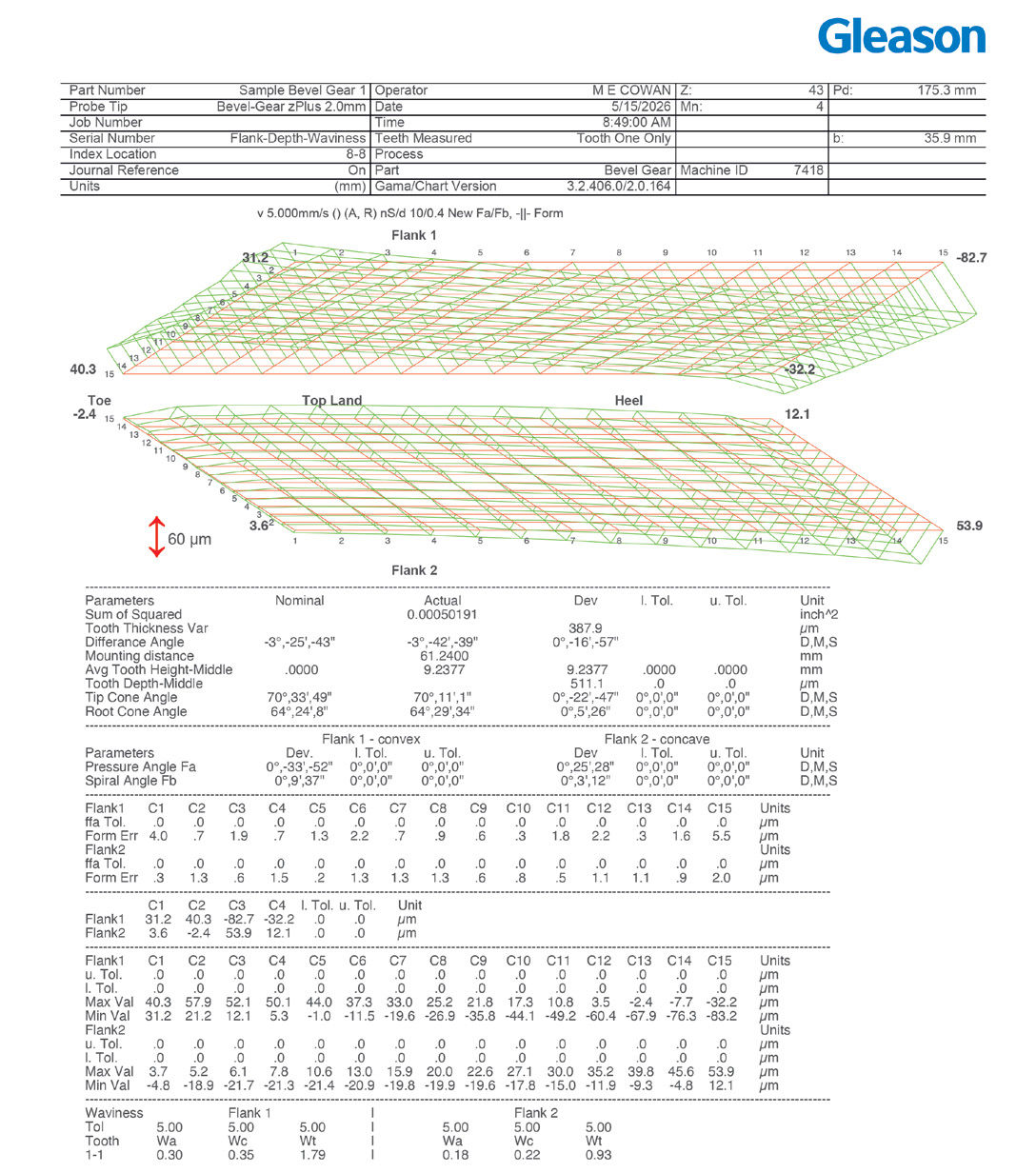
This article presents new measurement capabilities that enable accurate and efficient assessment of waviness and form using industry-standard spherical probe tips. By eliminating the need for dedicated surface roughness hardware, these advancements streamline the inspection process while maintaining high measurement fidelity, ultimately supporting faster diagnostics and improved manufacturing efficiency.
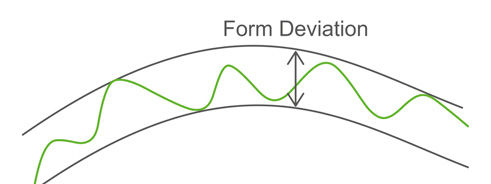
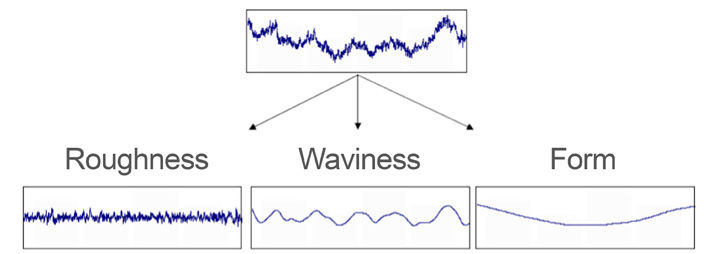
Separation of Form Error, Waviness, and Surface Roughness
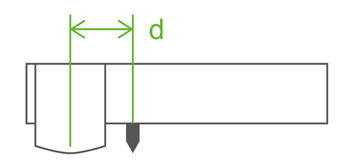
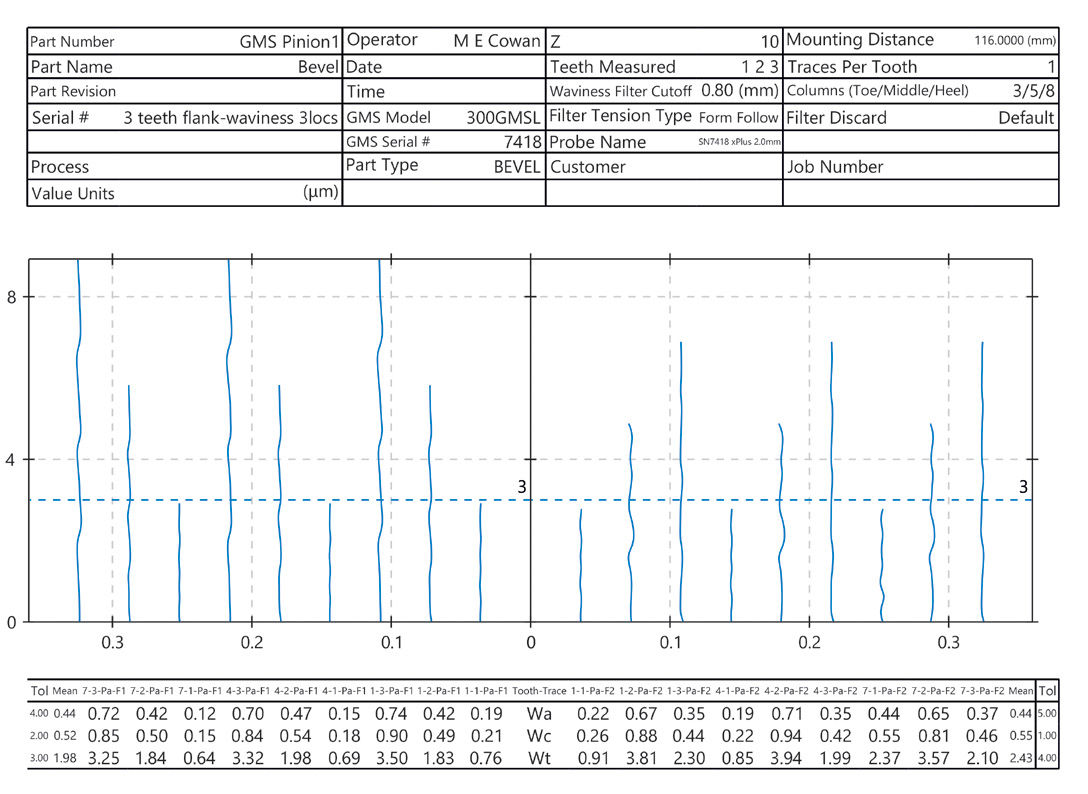
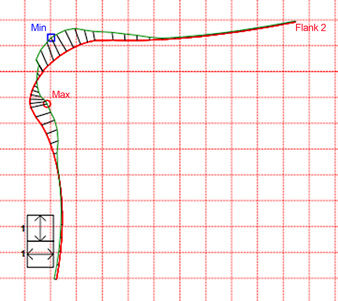
A fundamental requirement of surface characterization is the clear separation of form error, waviness, and surface roughness. International standards define a cutoff wavelength—typically 0.8 mm (λc)—to distinguish between these components. Deviations with wavelengths exceeding this cutoff are classified as waviness, while shorter wavelength deviations are attributed to surface roughness. Accurate surface roughness evaluation, therefore, requires the systematic removal of both form and waviness components through appropriate filtering techniques.
Limitations of Roughness-Derived Waviness
Surface roughness measurement requires a significantly higher sampling density, which directly impacts scanning speed due to limitations in data acquisition rates (samples per second). While surface roughness analysis typically involves the collection of many thousands of data points, waviness evaluation can be performed with substantially fewer samples. As a result, the increased data density required for roughness measurements can limit the achievable scan length and reduce overall inspection efficiency.
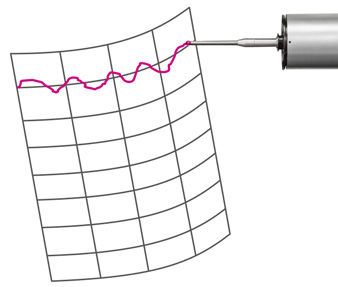
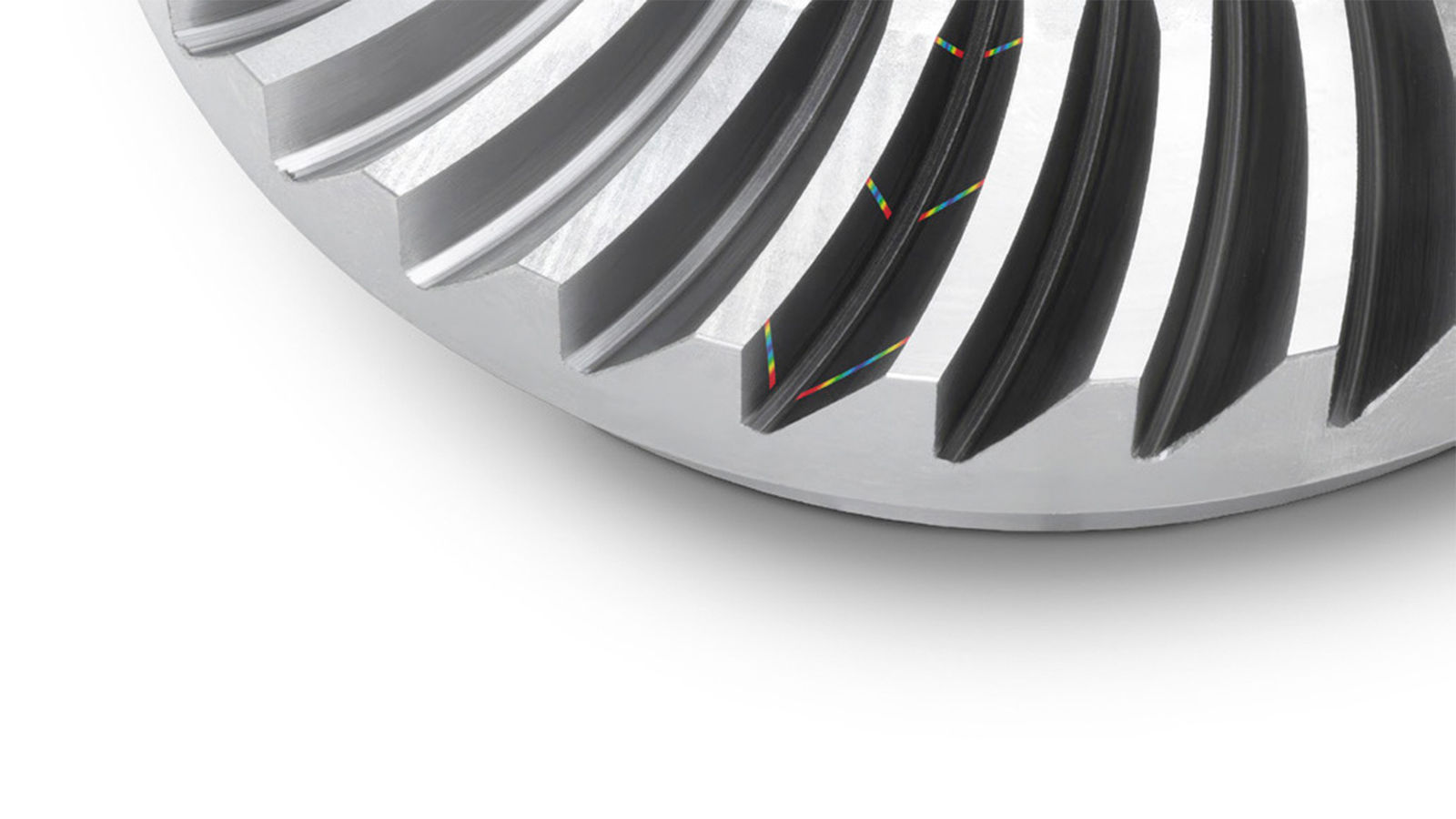
In addition to throughput limitations, conventional surface roughness measurement systems involve higher hardware costs. The extremely fine stylus tips required for high-resolution roughness evaluation are considerably more expensive and inherently fragile. These probes are highly susceptible to damage if not handled carefully (see Figure 2), leading to increased maintenance requirements and potential downtime. Furthermore, such systems rely on dedicated electronics optimized for high-frequency signal acquisition, adding complexity to the measurement setup.