Customize Gear Skiving for Precise, Efficient Gear Cutting
February 16, 2024

Russell Beach
Management Summary
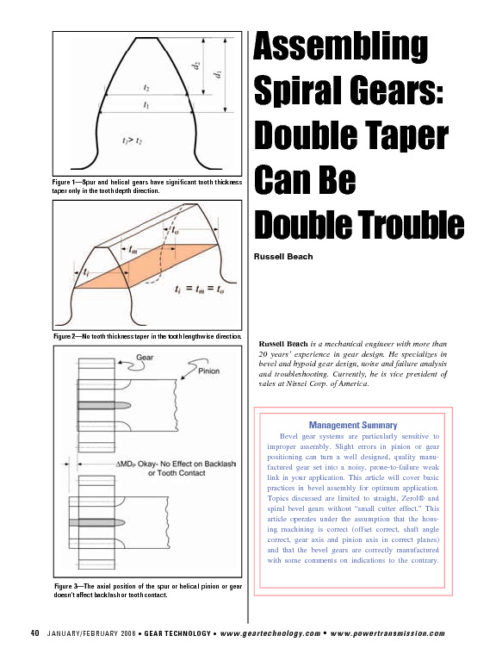
Bevel gear systems are particularly sensitive to improper assembly. Slight errors in pinion or gear positioning can turn a well designed, quality manufactured gear set into a noisy, prone-to-failure weak link in your application. This article will cover basic practices in bevel assembly for optimum application. Topics discussed are limited to straight, Zerol® and spiral bevel gears without "small cutter effect" (See the end of this article for bevel gear terminology basics. This article operates under the assumption that the housing machining is correct (offset correct, shaft angle correct, gear axis and pinion axis in correct planes) and that the bevel gears are correctly manufactured with some comments on indications to the contrary.
Tooth Taper Caper
The correct assembly of bevel gear sets (straight, Zerol or spiral) has tripped up many people unfamiliar with this gear form. The correct assembly of a bevel gear set will necessarily ensure both correct backlash and a proper mating of the tooth surfaces. A large range of pinion and gear mounting positions will provide correct backlash, but only a small range will also yield proper mating for the best noise, vibration and life. Proper mating of the tooth surfaces is indicated by a proper tooth contact. The tooth contact can be made visible in the assembly by putting a light coating of gear tooth marking compound on the teeth (with no grease or oil in the gearbox) and then rotating the parts under a light load for a few seconds. This leaves an impression in the compound, a "tooth contact pattern." In most cases,a correct light-load tooth contact pattern is one that shows the load to be carried towards the toe end of the gear teeth ("central toe contact") and within the tooth boundaries without load concentration at or near an edge. A simple comparison to cylindrical gears will point out the cause of most bevel gear assembly problems: the unanticipated effects of pinion and gear tooth taper.
Spur and helical gears have significant tooth thickness taper in the tooth depth direction (see Fig. 1), but no thickness taper in the tooth lengthwise direction, as shown in Figure 2. If the assembled center distance of a correctly manufactured cylindrical gear set is correct in a correctly manufactured housing, then the backlash will be correct even if the axial position of the pinion or gear varies slightly from nominal, as shown in Figure 3. Additionally, the tooth contact will be correct even with an axial position variation.

Figure 1--Spur and helical gears have significant tooth thickness taper only in the tooth depth direction.

Figure 2--No tooth thickness taper in the tooth lengthwise direction.

Figure 3--The axial position of the spur or helical pinion or gear doesn’t affect backlash or tooth contact.
In the case of bevel gears, there is likewise a tooth thickness taper ("fast" taper) in the tooth depth direction,which is demonstrated in Figure 4.

Figure 4--Like spur or helical gears, bevel gears have a tooth thickness taper in the tooth depth direction.
Also, Figure 5 shows a tooth thickness taper ("slow" taper) along the length of the teeth. It is these tapers that can double our trouble in properly assembling a bevel gear set. If a correctly manufactured bevel gear set is assembled in a correctly manufactured housing with a pinion mounting distance error, the measured backlash will include misleading contributions from the pinion depthwise and lengthwise tooth thickness tapers, as shown in Figure 6.

Figure 5--Bevels also have a tooth thickness taper along the length of their teeth.

Figure 6--Misleading contributions from the pinion depthwise and lengthwise tooth tapers are apparent in this measured backlash.
If the measured backlash is within tolerance, it could lead to the erroneous conclusion that the gear set is properly assembled. However, that pinion axial position error, in addition to creating a misleading backlash reading, has a second undesirable effect--the tooth contact location has been shifted on the teeth. If the shift is not within the "adjustability range" of the gear set, which is generally only a few thousandths of an inch, the contact position can result in NVH (noise, vibration and harshness) and even tooth failure under load. A strategy that is sure to result in problems occurs if the gear set is assembled without accurate knowledge of the mounting distances with the thought of simply shimming the pinion for backlash. The resulting contact will be good only by chance.
To gain an understanding of what happens when the pinion is moved along its axis, look at the top of Figure 7, a cross-sectional view of a relatively high ratio gear set. Moving the pinion axially, a small amount of ΔMDP is the same as moving it first a fractional amount ΔdP in the tooth depthwise (fast taper) direction, then secondly a relatively larger amount ΔFP in the tooth lengthwise (slow taper) direction. There is a change in backlash due to both tapers. For "high" ratios (approximately 2.5:1 and higher), experience has shown that the backlash does not change quickly with pinion axial position change. Conversely, experience has shown that the contact pattern is sensitive to movement of the pinion along its axis.

Figure 7--A cross-sectional view of a high ratio gear set.
High Ratio Rule:
In comparison, moving the ring gear axially ΔMDG, shown in the bottom part of Figure 7, can be thought of as a relatively large move of ΔdG in the tooth depth (fast taper) direction plus a fractional amount of ΔFG along the length of the teeth in the slow taper direction. Consequently, it happens that the backlash is sensitive to gear axial position changes while experience has shown that the contact pattern position on the teeth is insensitive. This leads us to the following rule for ratios of approximately 2.5:1 and higher: The tooth contact is readily affected by changes in pinion axial position. Be sure to properly position the pinion first to be assured of a correct tooth contact and to eliminate misleading tooth thickness taper in the backlash check. The backlash is readily affected by changes in gear axial position. With a properly positioned pinion, then simply adjust for backlash by moving the gear.
Contact Moves
We want to help develop a mental picture of what happens to the contact when moving the pinion. Our example is based on a spiral bevel set, but the lessons learned can be applied to straight bevel gears and Zerols as well. The standard convention for speed reducing drives is for the gear convex flank of a spiral bevel or Zerol bevel set to be the "forward driven flank" and for the concave side to be the "reverse driven flank." The pinion concave flank drives the gear convex flank, and the gear rotates in the direction shown in Figure 8.

Figure 8--The pinion concave flank drives the ring gear convex flank, and the gear rotates in the direction shown.
The very first part of an engaging convex ring gear tooth surface to enter the contact zone is the top heel. The contact then moves along the ring gear face from the heel, over the addendum and across the dedendum near mid-face and off the face at the toe near the root, as shown in Figures 9 and 10. Under load, it is convenient to think of this as a "path of contact," but it is actually a path of peak pressures. If the pinion direction is reversed, it is the top toe of the gear that enters the contact zone first, with the contact moving across the face depthwise from the addendum to the dedendum and then off the tooth at the heel near the root. This is shown in Figure 11.

Figure 9--The contact moves along the ring gear face from the heel, over the addendum and across the dedendum near mid-face.

Figure 10--A final exiting engagement at the toe near the root.

Figure 11--If the pinion direction is reversed, the top toe of the gear enters the contact zone first, with the contact moving across the face depthwise
from the addendum to the dedendum and then off the tooth at the heel near the root.
Figure 12 illustrates what this path looks like in the tooth depthwise perspective. When the pinion is assembled too close to the ring gear (the pinion mounting distance is too small), the pinion teeth are pushed into deeper mesh with the gear. The backlash is reduced. It is intuitive (and correct) that the contact will be pushed deeper into the ring gear teeth and consequently higher on the pinion teeth. The contact actually follows the path shown in Figure 13.

Figure 12--The tooth depthwise perspective.

Figure 13--With the pinion assembled too close to the ring gear, the contact will be pushed deeper into the ring gear teeth and higher on the pinion teeth.
The contact moves deeper on both sides of the teeth and slightly crossed towards the toe on the gear concave side and towards the heel on the gear convex side. Figure 14 shows how the contact patterns would appear to change. For straight bevels there is no cross, just a pure depth change. For Zerols, there is the same depth change as for spirals, but the cross is reversed, with the pattern moving toward the heel on the gear convex side and toward the toe on the gear concave side.

Figure 14--Changes in contact patterns with pinion assembled too close to ring gear.
If the pinion is assembled too far from the gear, the patterns move in the opposite directions to those described above (for spirals, the contact will move high on the gear teeth on both sides, deep in the pinion on both sides, slightly crossed towards the heel on the gear convex and towards the toe on the gear concave).
Are You in Too Deep?
It is the depthwise contact pattern position that is the key to proper assembly. Without correct assembly, it is impossible to arrive at any meaningful judgments about the gear set or housing. If the contacts are not correct, always start by first adjusting the pinion axially to get the patterns on drive and coast sides in the correct depthwise location. A quality bevel gear manufacturer will have carefully adjusted the position of the tooth contacts on the teeth during production. They will be in the correct position on both sides of the teeth at the nominal mounting dimensions and with the correct amount of backash. Importantly, the contact will not be "lame" (high on the teeth on one side and low on the teeth on the other)or "crossed" ((towards
the toe on one side and towards the heel on the other). These are conditions that cannot generally be compensated for in assembly.
Backlash Woes
Just as a pinion mounting distance error can have unwanted side effects leading to NVH or tooth breakage,there can be undesirable side effects if the backlash is set incorrectly. The gear teeth need backlash to allow the teeth to roll in and out of mesh without the reverse sides of the teeth coming into rubbing contact. With proper backlash, a correctly made gear set will roll smoothly by hand, with no "stick-slip" feeling. If the backlash is insufficient, that same correctly made gear set will have tight spots. These can easily be felt when hand rolling the gear set. The rolling motion will be rough, with a jerky stop-and-go action. The tight spots occur due to high points of runout and tooth errors in the pinion and gear coming together. Under load, the gears will be noisy, vibrate and may run hot. If the backlash is reduced still further, it is possible for the friction to become so great that the teeth will wedge together. The leverage that is applied by the load to the wedged teeth can actually cause the teeth to break, shown in Figure 15.

Figure 15--Tooth breakage caused by leverage resulting from insufficient backlash.
A generally less visible problem can occur at assembly if the backlash is too great. Too much backlash is caused when the ring gear teeth are positioned out of mesh from their correct location or, worse, when the pinion is too far out of mesh. The overlapping action of the gear teeth is reduced and the load is carried higher on the ring gear teeth, compromising the load sharing of the teeth. Reduced load sharing and higher load position on the teeth results in higher tooth stress. This can lead to premature tooth failure.
Too much backlash can lead to mesh frequency noise (primarily if the pinion is out of position) and "tooth rattle" or "clunk" noises. Tooth rattle is excited by gear tooth errors or other sources of pulsing in the drive train acting to cause flank reversals through the clearances between the teeth. The sound can be grating and very irritating. It strikes multi-stage gearing more readily than single-stage and may, significantly, exhibit no harmonic frequency content when the sound is processed through a spectrum analyzer. Reducing the amount of backlash in the gear train and reducing the strength of the pulsing by improving the gear quality (runout, accumulated pitch error) are the approaches generally taken to alleviate this condition.
Standard recommended "normal" backlash for precision bevel gears is broken down in Table 1.
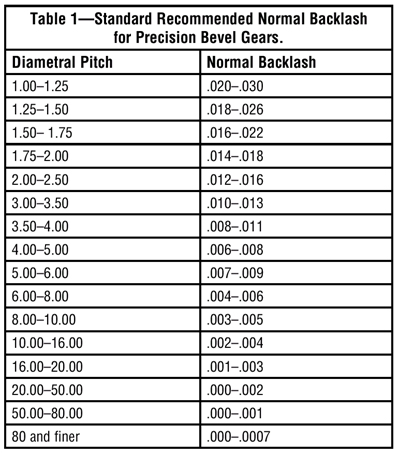
"Normal" here does not mean "regular." Normal is an engineering term meaning "at right angles to." In this case, it means at right angles to the spiral angle and the pressure angle at the heel end of the gear teeth at about mid-tooth depth. A dial indicator is used to measure the normal backlash. This is not always convenient when the gears are in the assembly. A convenient and accurate way to check the backlash in an assembly is to measure the backlash "in the plane of rotation." This can be accomplished by attaching a simple lever to the end of an accessible pinion or gear shaft. The dial indicator should be positioned so that the probe is contacting the lever at approximately the pitch radius of the teeth. The conversion from plane of rotation backlash (PRB) to normal backlash (NB) is:
NB = PRB x Cosine(Spiral Angle) x Cosine(Pressure Angle)
The actual backlash that we use for manufacturing is the backlash range specified on the customer’s part drawings with the parts positioned in a rolling gear tester at the gauged print nominal mounting distance. The backlash specified on the part drawings must take into account the mounting distance variations that come from the assembly tolerance stackup if selective fit shims are not used. Sometimes backlash larger than the standard recommended backlash is required to accommodate the tolerance stackup. Equations 1 and 2 are formulas for calculating the change in backlash to be expected for a given mounting distance change, either for the pinion or the gear.
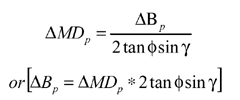 (1)
(1)
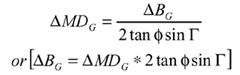 (2)
(2)
These formulas are useful for estimating shim thicknesses for a backlash adjustment. An example is given for a 3.545:1 ratio.
Example:
11 x 39 combination and 9.25 Diametral Pitch
Pressure angle φ = 20°
Pinion pitch angle γ = 15.75°
Gear pitch angle Γ = 74.25°
How much does the backlash change if I move the pinion -0.005"(ΔMDP = -.005")or if I move the gear -0.005"(ΔMDG = -.005")?
ΔBP = -.005 * 2 tan 20° sin 15.75 °= -.0010" reduction in backlash
ΔBG =-.005 * 2 tan 20° sin 74.25° = -.0035" reduction in backlash
Notice that the backlash change is three to four times as fast for a gear mounting distance change as for the same amount of pinion mounting distance change.
Special Considerations For Assembling Low Ratio Gear Sets
What if the ratio is not higher than 2.5:1 as discussed above? The assembly has an extra step in it for ratios from 1:1 to approximately 2.5:1. As before, assemble the pinion and gear with backlash and check the tooth contact pattern. Shim the pinion in or out of mesh to put the pattern in the correct depthwise position on the teeth. Next, it is necessary to adjust for the correct backlash. This is where the assembly procedure changes. It is necessary now
to move both the pinion and gear for the backlash adjustment in order to keep the contact pattern from moving out of position. Refer to Figure 16, a diagram similar to that of Figure 7, but now for a low ratio (1:1).

Figure 16--A low ratio diagram.
A small axial move of the pinion is represented again by a component in the depth direction and a component in the face direction. Now these components are equal. Also, the components for the gear are the same as those for the pinion for the 1:1 ratio. The necessary pinion shim change will be related to the gear shim change by the ratio. So, if the ratio is 1:1 and the gear will be moved into mesh 0.005", then the pinion must be moved into mesh 0.005" to maintain the correct pattern. If the ratio is 2:1, a 0.005" gear shim change would be accompanied by a 0.0025" pinion shim change. You can use the calculations in Equations 1-2 to estimate the shim thickness changes. The relationship between the pinion and gear shim, mathematically, is:
Ratio = M = (number of gear teeth divided by number of pinion teeth)
Gear shim thickness change = (X.XXX)
Pinion shim thickness change = (X.XXX/M)
For low ratios, we can summarize as follows.
Low Ratio Rule:
The tooth contact is readily affected by changes in both pinion and gear axial position. Properly position the pinion first (or the gear if the backlash is close to 1:1) to be assured of a correct tooth contact and to eliminate misleading tooth taper thickness in the backlash check. The backlash is readily affected by changes in both gear and pinion axial position. Adjust second for backlash by moving the pinion and gear in proportion to the ratio.
Are You Hunting for Backlash?
When there is no common factor between the number of teeth in the pinion and gear, the ratio is said to be "hunting tooth." This kind of design could also be called "hunting backlash"! Ratios of this type require the greatest number of revolutions of pinion and gear before all pinion teeth have meshed at least once with each gear tooth.
Example: Ratio 2 x 3 (n x N combination)
As the pinion rotates with the gear, the pinion teeth match up with the gear teeth in a pattern that eventually repeats:
Pinion 1 2 1 2 1 2 1 (pinion teeth are numbered 1 and 2) Gear 1 2 3 1 2 3 1 (gear teeth are numbered 1, 2 and 3)
The gear requires two (which is "n") rotations, the number of teeth in the Pinion, for all gear teeth to see all pinion teeth. The pinion requires three ("N") rotations.
For a practical example, consider an 11 x 39 combination. From above, 11 gear rotations are required for all gear teeth to see all pinion teeth. Or 39 pinion rotations are required for all pinion teeth to see all gear teeth. Question: When you assemble your gears, do you check four places on 11 rotations (that would be 44 points) of the gear? Not likely. Most assemblers check only four places on one rotation of the gear, or even less. How about 429 places? For the 11 x 39 combination, there are actually 11 x 39 =429 unique mesh points. It is impractical to check all these mesh points for backlash in assembly. The point is in most cases, the true minimum backlash in assembly is not located. Consequently, when dealing with a hunting tooth ratio assembly, it is wise to assemble with a backlash check a little above the minimum backlash specification.
The Rest of the Story
The mounting distance given on the pinion and gear drawings is only a part of the assembly story. The pinion is generally built up on a subassembly that yields a stackup of axial tolerances. There is a tolerance at each axial interface from the pinion mounting distance surface to the final locating surface on the subassembly that will contact the axial stop in the housing. This constitutes the pinion subassembly mounting distance MDPS +/- 0.www. The same is true for the gear resulting in the gear subassembly mounting distance MDGS +/- 0.xxx. The housing itself has a mounting distance to the axial stop for the pinion (pinion housing mounting distance MDPHSG +/- 0.yyy) and for the gear (gear housing mounting distance MDGHGE +/- 0.zzz). Adding the tolerances tells us the total stackup to expect. For a small number of subassembly and housing interfaces, simply adding the individual tolerances to establish a stackup is adequate. For a larger number of interfaces, a statistical average may be used to more realistically estimate the range of positions the teeth might actually experience. If you do not plan on using shims, it is very important to consult your bevel gear manufacturer about the stackup you expect to have. The manufacturer can comment on the practicality of developing the gear teeth to accommodate the range. For a specific subassembly going into a specific housing, the difference between the subassembly mounting distance and the housing mounting distance is the shim size "x" to use (Fig. 17). Here is a summary of three common assembly procedures.

Figure 17--Gauging and shims in assembly.
Gauging and Shims. Gauge the housing mounting distance for the pinion, gauge the pinion subassembly mounting distance; the difference between the two is the shim thickness to be used to locate the pinion. Repeat for the gear or selectively shim the gear to the backlash specification. This approach is used for high quality industrial gearmotor assemblies, for example.
Stackup without Shims. Design the housing and subassembly stackup of tolerances that affect the pinion and gear mounting locations so that the stackup is within the adjustability range of the bevel gear set. Additional backlash may be required. This approach is common for high volume production of many hand power tools. Be sure to consult with your bevel gear supplier about the stackup you expect the gears to accept.
Trial and Error with Shims. Assemble the pinion and the gear with adequate backlash and no lubrication. Mark the gear set with gear tooth marking compound. Roll the gear set at light load (apply some resistance) for an initial pattern check. Carefully observe the pattern with good lighting, comparing the patterns on the gear convex and concave surfaces to each other and on the pinion concave and convex surfaces to each other. Pay particular attention to whether the contacts are high on both sides of the gear or low on both sides of the gear and use the patterns on the pinion as a cross check. If low on both sides of the gear, the pinion is mounted too close to the gear center. The corrective action is to shim the pinion If the contact is high on both sides of the gear, the pinion is located too far from the gear center. Shim the pinion closer. For fine pitch gears in the range of 25 diametral pitch to 16 diametral pitch, a suggested starting place for a shim change is 0.002". Next shim as necessary to meet the backlash specification. This assembly approach is used for low volume production. It is critical to note that all of the above procedures rely on the pinion being properly located first so that the tooth contact will be correct. This is a precursor to having the smoothest, quietest running quality possible from the given parts. This also guarantees that the measured backlash will not have any misleading contribution from the pinion tooth tapers.Once the contact is assured as correct, it is safe to adjust the gear and pinion as necessary to the backlash specification.
Remember the Key:
The key to adjustment is to check the depthwise position of the contacts on the drive and coast sides of the gear teeth.
Remember the rule:
Adjust the pinion axially for an acceptable contact pattern and to eliminate misleading pinion tooth thickness in the backlash check. Then adjust, according to ratio, for the correct backlash.
But There’s Still a Problem
If the pinion is known to be properly positioned, the backlash is correct and a tooth contact check reveals unacceptable contact patterns, then what? If the contact patterns are "lame," deep on the gear tooth on one side and high on the gear tooth on the other, the gear set manufacturing must be seriously questioned. It is not possible to compensate for a lame bearing in assembly, since a different pinion mounting distance from forward to reverse operation is indicated. Proper machining of the gear set can be readily confirmed by a quality gear supplier. The supplier has only to set up a gear rolling checker to
the print mounting distances and offset and send you an electronic photograph of the contact patterns.
If the contact patterns are "crossed," meaning toward the toe end of the teeth on one side and toward the heel on the other, and the pinion has already been shimmed so the patterns are not high or low on the gear teeth, an offset error is indicated.There are two places to look. The gear set could have been incorrectly manufactured with a non-zero offset (this can happen, for example, as a consequence of an improperly gauged gear rolling tester, one incorrectly set up with a non-zero offset). The gear set can be readily confirmed as mentioned above by a quality supplier with a contact check in a correctly gauged gear rolling tester. Alternatively, there could be a housing problem. There could be an offset error in the housing, so that the pinion axis and the gear axis do not intersect at the crossing point. The axes would not be in a common plane. Another housing error possibility is that the pinion axis is pitched forward up or down "tipped" in the plane transverse to the gear axis.
Not all possible conditions and situations have been covered in this paper. We have endeavored to cover the most basic and most common items. We’ve also made an effort to provide an understanding of the underlying nature of bevel gear teeth to provide you with a foundation of knowledge rather than just charts and diagrams to reference.
Bevel Gear Terminology Basics

Above is an axial section of the general case for Zerol and spiral bevel gears. The root lines as shown are not correct for the case of straight bevel gears. For straight bevel gears, the root lines pass through the pitch apex (crossing point of the pinion and gear axes).

Spiral Angle: Angle between a line through the gear center and the tangent to the tooth surface at the tooth mid-face.
Hand of Spiral Convention: A left-hand gear always mates with a right-hand pinion.A right-hand gear always mates with a left-hand pinion.The "rule of thumb curvature" shown below can be applied to either the pinion or the gear and works for Zerol bevels, spiral bevels and hypoids. The gear or pinion is positioned so you are looking down the axis with the teeth toward you and with your hand facing palm-down.

Cutter Diameter Size and "Small Cutter Effect": As the size of the cutter used to produce a spiral bevel gear becomes "small" relative to the size of the ring gear, the behavior of the tooth contact pattern with respect to displacements of the pinion or gear changes. This article deals with the assembly of the common "large cutter diameter" spiral bevel gears found in most small spiral bevel gear applications. For conventionally designed spiral bevel gears (35° spiral angle, face width approximately 1/3 of the outer cone distance), if the cutter radius is larger than 0.65 times the outer cone distance [outer cone distance = (0.5 times pitch diameter of the ring gear) divided by (sine of the ring gear pitch angle)], there should be no "small cutter effect" present.

Russell Beach is a mechanical engineer with more than 20 years’ experience in gear design. He specializes in bevel and hypoid gear design, noise and failure analysis and troubleshooting. Currently, he is vice president of sales at Nissei Corp. of America.




