IMTS 2024 Will Be Here Before We Know It
July 23, 2024

At Boston Gear in Charlotte, NC, lean is a way of life.
"You won’t survive in our company if you’re not a believer in lean," says Ed Novotny, general manager of Boston Gear and VP of operations for parent company Altra Industrial Motion.
The Boston Gear facility has been operating under lean principles for about seven years, but the lean journey is never done, Novotny says. "We’ll be doing this forever. The deeper you get into it, the more and more opportunities there are."
Boston Gear focuses heavily on continuous improvement, and it holds about one kaizen--or continuous improvement--event per week, Novotny says...
David Chisholm of Triumph Gear Systems recently returned from a kaizen event in Park City, UT. He was there to oversee an autonomous maintenance workshop designed to improve the performance of a critical machine tool that had been experiencing more frequent downtime than normal.
"The goal of the workshop was to refurbish the machine, identify any problems that were going on with it and identify inspection routes critical to maintaining the availability and reliability of the asset," Chisholm says. "It went really well."
Chisholm is director of lean enterprise for Triumph, which has manufacturing locations in Park City and Macomb, MI. Chisholm and his Park City counterpart, Nigel Ashcroft, have overseen about 30 accelerated improvement workshops. Triumph schedules kaizen events about once a week, not just for machine maintenance, but in all phases of its business. It’s all part of the lean manufacturing philosophy, which Triumph began implementing in earnest about two years ago...
Two years ago, another company was in trouble. It was struggling financially, and its factory was inefficient and poorly organized. The business, a real-life, well-established gear company now in the early stages of its lean journey, asked not to be identified. The story of this company is important because it demonstrates how businesses often struggle to make these kinds of improvements.
Company X’s director of manufacturing wanted to help turn things around. He’d experienced lean manufacturing at previous businesses, and he was enthusiastic about the possibilities, but he faced an enormous challenge: the resistance of the company’s owners and its workforce. The business had gone through the motions with previous administrations. New strategies and experts had been brought in before. To say morale wasn’t high would be putting it gently.
But over the past couple of years, Company X started to experience somewhat of a turnaround and has even managed to complete a couple of successful lean improvements. Despite those successes, there still are struggles with buy-in, and the director of manufacturing doesn’t know whether the ideas of lean will ever become a part of the company’s culture...
Boston Gear, Triumph Gear Systems and Company X all serve different markets, but they have a number of things in common: All are gear manufacturers.All make a wide variety of components and end products. But most importantly, all are using lean principles to improve their operations.
The three individuals at these companies also have something in common: All are extremely enthusiastic about the power of lean. These guys are believers.
Not too long ago, all three companies had factories set up the old-fashioned way: running high volumes of products in large batches, with segregated departments based on processes--turning, hobbing, heat treating, finishing.
"We were very much batch mode," says Novotny, describing Boston Gear’s factory 10 years ago. "We ran high volumes. We were disorganized. Material flow was not what it is today. Each shift would be doing something maybe a little different."
But all three operations have been trimming the waste, increasing productivity and improving their response to customer demands.
Lean the Boston Gear Way
In its loose gear division, Boston Gear manufactures more than 2,700 product configurations. On the speed reducer side, there are more than 9 million possible configurations. That amount of variability can be a big challenge to implementing lean systems, Novotny says. "We need to basically outguess the customer demand without them giving us a forecast."
In the old days, that might have meant keeping a lot of finished inventory in stock, just in case. But today, it means reducing the time it takes to manufacture and assemble products after they’re ordered.
So Boston Gear has arranged more than 50 cells in its factory, in both the manufacturing and assembly areas. This cellular approach has allowed the company to shave delivery time. "We’ve probably taken 10 days out of our standard lead time," Novotny says.
In fact, for its speed reducer lines, Boston Gear offers same-day shipment, even on items that aren’t in stock. "If it’s not in stock, but you give us an order by noon today, we guarantee it ships today," Novotny says.
This quicker manufacturing means customers have to carry a lot less inventory. For example, a customer that used to keep 2,000 speed reducers on hand when it used a different supplier now requires only 300-400 speed reducers on hand, Novotny says. "Their use of cash and capital goes down. It’s a home run for them, and it’s a home run for us."
The cellular setup also means less finished inventory and less work-in-process at Boston Gear itself. The company has implemented kanban systems to pull inventory through the factory, rather than push it through based on MRP. "Wherever we put kanban in place--which has been the whole factory, pretty much--we’ve been able to reduce our inventory by 42%," Novotny says.

A Triumph Over Waste
Although it’s only been at it for two years, Triumph Gear Systems is taking a very systematic approach toward implementing lean at its two facilities, and the company is already seeing a difference.
"The assembly area is completely cellularized now," Chisholm says, "so we’re shipping daily, versus trying to cram most of our stuff out at the end of the month."
Creating cells for assembly has allowed Triumph to better meet its customers’ delivery demands, as well as react to changes in demand quickly.
Triumph is also making improvements on the manufacturing floor. Although the company hasn’t put together any machining cells yet, it has improved material flow in both plants, Chisholm says, and it has reduced setup times and improved maintenance procedures.
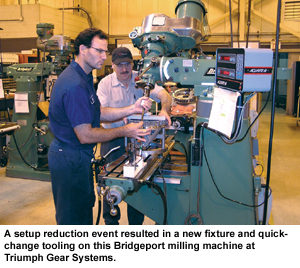
Some of those changes seem very simple, like making sure tools are readily available where they’re needed. "Three weeks ago, we recorded one job that the operator walked almost two miles just to set up a part," Chisholm says. "We’ve reduced the operator travel down to 800 feet now."
The changes implemented have a lot of visual impact, Chisholm says. "It’s allowed us to bring customers into the shop, show them what changes we’re making, what improvements are taking place, and it’s directly led to us winning contracts. It’s visibly different than six months ago when they were here."
Late this year, the company is planning its first event designed to incorporate machines into manufacturing cells at the Macomb facility. "All this setup reduction, all this scheduling we’re doing right now, all the introduction of product families, that’s the lead-in to that big event."
Transforming Company X
Because the concepts of lean were so foreign to many of its employees and because previous management didn’t endorse lean principles, the director of manufacturing identified a few
key projects to try to demonstrate the value of lean thinking to Company X.
One successful project was creating a focused assembly cell for a gear drive product line. The creation of this cell coincided with the launch of a new product at a time of increased demand for it among OEMs. "We were able to deliver a very high delivery performance during the time when this was ramping up for a couple of key customers," the director says.
Company X also created some machining cells designed to feed the assembly cell, but change on the manufacturing floor of an established business can’t be achieved overnight, he says. Even after two years, most of the company’s production is still in irregular batches, but there are some products that are higher and more regular in volume. One example is a particular family of large spur gears the company makes for a couple of regular customers.
A machining cell was set up to handle these parts by moving production equipment from distant batch areas close together. The cell consists of a large vertical turning lathe, two large gear hobbers and a deburring machine. One operator now runs all the machines.
"These parts traveled more than a mile in the previous flow path," the director says. "After we were done, the parts traveled less than 500 feet."
Although the markets for both product lines (the gear drive assemblies and the large spur gears) improved dramatically over the past two years, the director believes the lean implementations were a big part of their success.
"If we didn’t do those things, we would not have captured those sales, and the company’s financial performance would not have improved as quickly," he says.
Don’t Forget the Office
A lot of people tend to focus on the impact of lean principles in the factory itself, but there are many ways to improve the entire operation by embracing the same ideas in the office as well.
"When you start lean, you work on your manufacturing systems first, generally," says Boston Gear’s Novotny. But improvements can also be made in order entry, shipping, accounts payable, accounts receivable and engineering, and these can have a big impact on the customer. "Five years ago, we spent very little time with kaizen events in an office. Now, I would say, 30-40% of our kaizen events are in business systems, not manufacturing."
Training & Expertise
It’s not likely that anyone will be successful implementing lean without a lot of help. Tapping someone with experience can be key.
For example, Novotny learned lean prior to joining Boston Gear, when he worked for a Tier 1 automotive supplier. He received training from Toyota in the Toyota Production System, and also received training conducted by a consulting company.
Chisholm learned lean at Lean University, a Triumph Group division located in Spokane, WA.
The manufacturing director of Company X learned lean while working for a number of large companies and also has a certificate in lean systems design and a green belt in six sigma.
All three agree that training and expertise are crucial to the success of lean implementation. "People really won ’t have a full understanding by having a cram course by some consultant giving lean manufacturing in two hours," says the manufacturing director at Company X. "That’s like saying I’m going to give you a degree online, and all you have to do is complete these 15 courses in 16 weeks. That’s true, you’ll get your degree, but you won’t really have a full understanding of all those things."
But it’s much more than just having an expert in charge of lean implementation. You’ve got to train the employees as well.
At Company X, training has been extensive. The manufacturing director himself has trained key managers in the precepts of the Toyota Production System in four-day sessions just to give them the basics. He’s also sent all of the shop floor supervisors and production planners to a hands-on lean manufacturing simulation course. "It’s my goal to get all of our lead men--our area coordinators--through this," he says, "so they understand the elements of lean manufacturing and how it can help the productivity of a factory."
You Can’t Win Without Buy-In
All of our experts also agree that lean is not a system that can be implemented once. It has to become a part of the company’s culture, and that requires buy-in, not just from the employees,
but also from management and ownership.
Nowhere is that more true than at Company X, which, despite some successful projects and a lot of training, remains a company where buy-in is not pervasive. The manufacturing director estimates that less than 50% are believers, and he isn’t even sure whether complete buy-in will ever be achieved.
"You’re not going to be successful trying to implement lean when the ownership or a public board feels that that’s a waste of time," says Boston Gear’s Novotny. "You’ll fail, no two ways about it."
Chisholm goes a step further. "You have to have the top management not only buy in, but also participate. You’ll see our company president--just last week in Park City--he was out on the floor, in jeans and a smock, scrubbing a machine, climbing around a machine, getting on the floor and getting dirty, continuously practicing what we’re trying to get across. That’s huge. That goes a long way."

In order to achieve buy-in, the employees must believe that they have input, Chisholm adds. "You need to listen to the people who add value to your product. The people who actually cut chips, they’re the ones adding value. Then react to what they’re telling you. If you make that happen, you’ll have buy-in."
Continuous Improvement
Moreover, all three experts agree that implementing lean is more than just implementing a set of tools. To be successful, lean systems require discipline and embracing the spirit of continuous improvement. That often requires a change in corporate culture.
"You have to stay at it continuously," Chisholm says. "You can’t introduce it and ignore it for a couple of months. You have to continuously be moving."
Continuous improvement helps take big problems and shrink them down to size. "That’s the power of kaizen events...The idea is not to just do a kaizen event in an area once, walk away and say you’re done. Sometimes you get your greatest improvement after the third or fourth event in an area," Novotny says.
Even at a company where the lean philosophy is pervasive and which has been at it for a number of years, you can never let up, says Novotny. "To me, you can never hit the end game, because there are always improvements that can be made."




