Nanocomposite Coatings
June 12, 2024

Richard L. Thoen

Management Summary
It is a common objective in geared product design that each stage of gearing provide the maximum gear ratio, or the number of teeth in the driven gear divided by the number in the driver. Further increase in the number of teeth in the driven gear is often restricted by an outside diameter limit and the selected diametral pitch or module. The alternate approach is to reduce the number of teeth in the driving gear down to a single tooth. This article points out that very low numbers of teeth lead to inadequate design values of contact ratio. This obstacle may be overcome by using helical gears instead of spur gears, but with noted manufacturing and other disadvantages. Spur gear designs may be maintained by the use of laminated gearing.
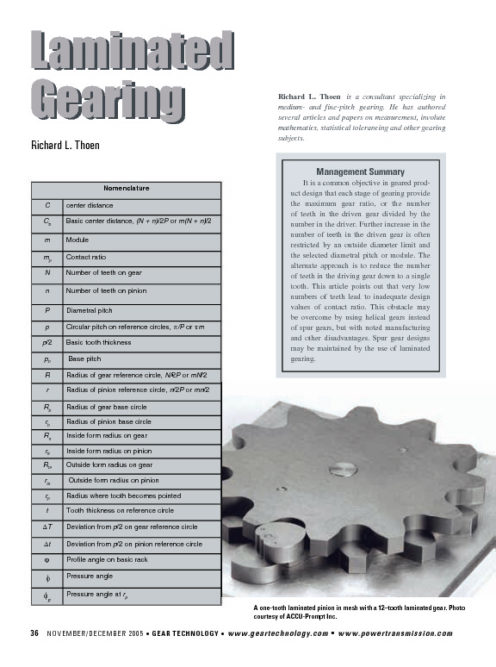
In this article, a laminated gear consists of two spur gears on the same axis, where the teeth on one gear are aligned with the tooth spaces on the other gear. The contact ratio for each mesh can be as low as 0.5. The basic geometry and circular fillet design are outlined.
Advantages
In some designs, it is advantageous to use laminated gearing instead of helical gearing. Specifically, in fine-pitch formed gearing (molded plastic, die cast, powder metal, stamped), tolerances are often so large relative to whole depth that the contact ratio is less than unity. In that case,it is necessary to use either laminated or helical gearing (Ref. 1).
In choosing one or the other, note should be taken of the fact that tooling for laminated gearing is simpler and more accurate than that for helical gearing, since tooling for laminated gearing is made on a wire EDM machine, whereas that for helical gearing is made with a machined electrode guided by a rotating mechanism. Also, inspection equipment for laminated gearing is simpler than that for helical gearing (Ref. 2).
And it should be noted that a worm in mesh with a helical gear has only point contact between mating teeth, with the potential for high wear (Ref. 3), whereas laminated gearing has line contact, and no axial thrust on the bearings.
Basic Geometry

From Figure 1, it is seen that the contact ratio for each mesh is mp=z/pb, where

 (1)
(1)
where
 (2)
(2)
For maximum contact ratio, the uP=0 in Equation 2, i.e.,

which reduces to
 (3)
(3)
For a given center distance, the sum of the deviations from basic tooth thickness is (Ref. 4)
 (4)
(4)
where
 (5)
(5)
Usually, the Rof in Equation 3 and ΔT in Equation 4 can be basic, namely, Rof=(N+2)/2P and ΔT=0.
If the contact ratio of Equation 1 is somewhat greater than 0.5, then the sliding can be reduced by reducing the outside form radius of the gear (Rof)(Ref. 5). For a reduced Rof, inside form radius of the pinion is
 (6)
(6)
where uP is that in Equation 2.
Also from Figure 1, it is apparent that the inside form radius of the gear is
 (7)
(7)
where
 (8)
(8)
Circular Fillets
With the advent of wire EDM, it has become common practice to replace the fillet generated by a basic rack with a circular arc of specified radius. Consequently, the designer now has to
determine the location and radius of a circular arc that does not intersect the fillet generated by the tip of the mating tooth. If a computer program is not accessible (some programs do not
determine the fillet generated by the tip of the mating tooth and some programs do not accept one and two-tooth pinions), then the fillet can be determined graphically--the old-fashioned way
(Ref. 6).
To plot the fillets, the mating gears are rolled together in tight mesh (Ref. 7). Rather than draw the rolling circles (also known as operating pitch circles), only the tooth profiles are plotted (which permits greater magnification) on 8½ x 11 vellum, as shown in Figure 2.

It is important to remember that whenever the outside form radius of the gear (Rof) contacts the base point of the pinion profile (as in Equation 3), then the specified circular arc falls on the radial line to the base point, not on the involute.
The four involute profiles in Figure 2 are traced from a single involute plotted on 8½ x 11 vellum (Ref. 8).

From Figure 3, it is seen that the angle between the base point of the involute
and the centerline of the tooth is

where

so that
 (9)
(9)
where

Thus, the endpoints of the involute are at
 (10)
(10)
and
 (11)
(11)
where
 (12)
(12)
The locations of the y endpoints on the centerline of each tooth in Figure 2 are calculated from right triangles.
Possible Disadvantages
It should be noted that this method does have some limitations. For instance, even though the illustration show both the driver and driven laminated gears with the laminations flat in form and closely side by side, practical manufacturing and assembly conditions may dictate the need for a spacer of some form on at least one of the gears. The benefits of laminated gearing are only available if, in each set of laminations, there is a very accurate rotational orientation of one outline to the other and that the two outlines themselves are very closely matched. Finally, another limit on reducing the number of teeth in the driver is the need for a root diameter of adequate size, either to permit mounting on a shaft or simply of adequate torsional
cross-section to transmit torque to the gear teeth.
References:
1. Thoen, Richard L. "Optimum Tooth Numbers for Small Pinions," Machine Design, Oct. 25, 1984, pp. 107-108.
2. Thoen, Richard L. "Measuring Base Helix Error on a Sine Bar," Gear Technology, July/Aug 2001, pp. 25-27.
3. Predki, Wolfgang and Peter Barton. "Load Carrying Capacity of Screw Helical Gears with Steel Pinions and Plastic Wheels," Gear Technology, July/Aug 2004, Fig. 1.
4. Thoen, Richard L. "Minimizing Backlash in Spur Gears," Gear Technology, July/Aug 1994, p. 41.
5. Khiralla, T.W. "On the Geometry of External Involute Gears," C/I Leaming, 1976, Figure 2-23.
6. Candee, Allan H., "Introduction to the Kinematic Geometry of Gear Teeth," Chilton Co., 1961, p. 9.
7. Khiralla. T.W. "On the Geometry of External Involute Gears," C/I Leaming, 1976, Figure 4-16c.
8. Thoen, Richard L. "Improving Gear Tooth Layouts," Machine Design, Feb. 24, 1983, pp. 100,103.
Richard L. Thoen is a consultant specializing in medium-and fine-pitch gearing. He has authored several articles and papers on measurement, involute mathematics, statistical tolerancing and other gearing subjects.




