

Dont Get Burned

Don’t Get Burned
Industry experts provide the crucial questions you need to ask gear heat treaters
Erik Schmidt, Assistant Editor
Questions to Ask Your Heat Treater Provided by Justin Lefevre (Joyworks LLC, Ann Arbor, MI), Kathy Hayrynen (Applied Process, Inc., Livonia, MI) and Vasko Popovski (Applied Process, Inc.)
Q:What heat treat processes do you specialize in?
Most heat treaters specialize in processes that their equipment is optimized for. They are great at some processes, but do not have the equipment (or knowledge) for other types of heat treatment. It is a risk to assume that the same shop that anneals parts is capable of producing a case-hardened gear.
Q:What materials do you routinely heat treat?
Heat treaters with experience in steel processing may not have familiarity with cast irons. There is a big difference between what someone “can” run and what they “actually” run.
Q:Who do routinely do work for?
Due to nondisclosure agreements, a heat treater may or may not be able to divulge specifics, but you can, at minimum, ask what industries they heat treat for. For example, if a heat treater exclusively processes nonferrous aerospace parts, they might not be prepared to work with ferrous components for construction equipment.
Q:What equipment will be used for heat treatment?
The equipment being used needs to be appropriate for the work to be processed. For example, a belt line is well-suited to running small-sized steel parts but is illsuited to running large castings. Furthermore, there are important details to consider in addition to the physical type of furnace such as: protective atmospheres, quench media, quench severity, quench tank agitation, quench media to part weight ratio, etc., to name a few. Many of these factors will influence the required hardenability to properly heat treat a component. Different suppliers may require different alloys based on their equipment, which is a cost that should be considered.
Q:Do you have a certified quality system in place – what accreditations do you hold?
It is important to understand how your heat treater’s quality system interfaces with yours. What data do they record and how is it used to control the quality of your product throughout the heat treat process?Are these controls appropriate for your application and do they satisfy the standards that your component must be designed to? Make sure you understand what quality system requirements your heat treater should meet. These will typically be dictated by the end user. Is CQI-9 compliance sufficient or is ISO or NADCAP certification required?

Quality audits are an important part of quality
heat treating (courtesy of Applied Process).
- Click image to enlarge
Q:How will my parts be loaded into the furnace for heat treatment? What does the load plan look like?
The load plan is critically important to cost and quality questions. A heat treater might want to squeeze as many parts into a load as physically possible, but such an arrangement can prevent uniform heat treatment of every part in the load. Every part should experience the same thermal cycle whether it is in the corner or center of the load. In addition, some components require special fixtures to achieve and maintain specific dimensional stability requirements.
Q:How will you certify that my parts have been run to specification?
Most heat treaters will provide a certification with hardness information. Keep in mind that hardness does not guarantee microstructure, and it is the microstructure that ultimately delivers the desired mechanical performance. This does not mean that you should not accept a certification with hardness readings. Rather, it means that you should make sure that your heat treater has the ability to design a capable heat treat process for your component that is carefully controlled. Hardness is a very powerful tool, but only when you have a capable process that is carefully controlled. If you desire additional tests like a microstructure or tensile tests, find out if your heat treater has the capabilities to do the testing in-house or if you need to arrange for an outside A2LA-accredited facility to do the work.
Q:Do you have any material and/or process recommendations to improve the functionality of my component or to reduce cost?
Your heat treater can be an invaluable resource. All you have to do is ask. An example of potential assistance that your heat treater might be able to provide includes:
- Part design considerations that may save you money such as how to optimize the shape of the component for heat treatment;
- Customized fixtures to minimize shape changes that will require post heat treatment machining or finishing steps;
- Optimum lot sizes for heat treatment to minimize costs that could result from processing partial loads.
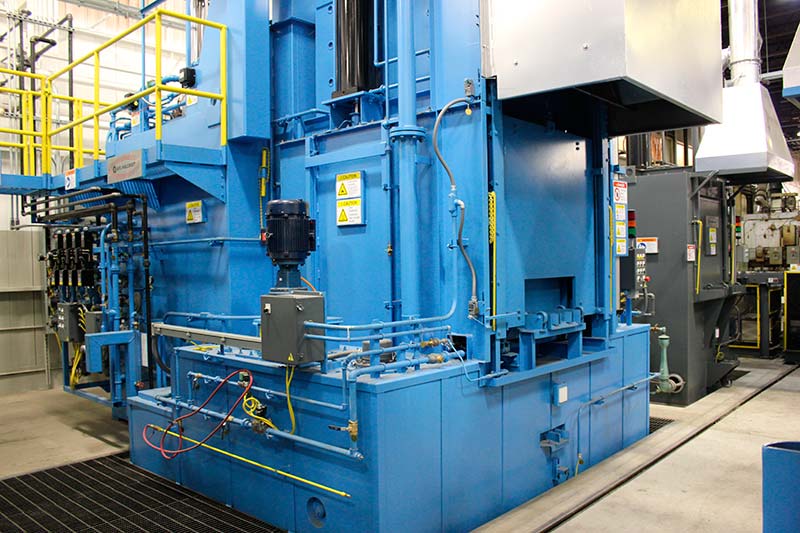
Batch Furnace (courtesy of AFC Holcroft).
- Click image to enlarge
Q:Can I tour your heat treat facility?
Observations about cleanliness and organization of work flow will convey important information about the way a heat treater runs the shop, and ultimately how your work will be handled.
Q:What is the typical turnaround time for heat treatment? Will you provide a priority contact list in case I have a question or problem?
It is not unreasonable to ask your heat treater to produce data on turnaround time for the past year. Any business has seasonal peaks and valleys, which will affect turnaround time. Furthermore, you should know who to contact for shipping concerns, production scheduling, technical questions, etc. An email address, while useful, won’t help if you have a matter that needs immediate attention. Make sure you receive phone numbers that will eventually be answered by a human being.

Custom fixturing for gear heat treating
(courtesy of Applied Process).
- Click image to enlarge
Questions to Ask Your Heat Treater Provided by Mike Reichling and Ty Cooper (Cincinnati Steel Treating, Cincinnati, OH)
Q:Are you experienced in heat treating gearing?
Heat treating a forging or a piece of bar is one thing, heat treating gearing is another. Typically when the heat treater sees it, it’s semi-finished, meaning there are very few finishing operations to go afterwards. The heat treater has to be somewhat familiar with how to handle gearing. You just don’t throw it in a basket — you treat it with care and respect; you fixture it properly to try to minimize any distortion. So you want to find someone who has a certain level of experience.
There are different methods of hardening or heat treating parts. It depends on what’s required. Does [the customer] need induction hardening; does [the customer] need flame hardening; does [the customer] need it nitrided or nitrocarburized? A heat treater experienced with gearing should be well-versed in all types of heat treating as it relates to gearing. He may not offer all the processes, but he should be knowledgeable about them and be able to recommend someone who can.
Q:Are you interested in being involved from design to finish?
This is really a pet-peeve of ours. Many times, we’ll get a part in here and say, “Oh God, that’s a nightmare to heat treat.” We encourage customers to get us involved at the beginning. Many times there are things that are let go that could be stopped; there are things they can do that would help the part not distort as much during heat treat. Generally, once you heat treat it, at best you’re going to grind and then the stock allowance is minimal — especially if you have a very flimsy, light gear. So the time to talk to your heat treater is at the beginning, before all that happens. Let your heat treater get involved in the manufacturing and design process, because he knows how it’s going to react during heat treat.
Q:How big of a part can you handle as it relates to each process offered?
Each process is a little different. Can he induction harden a part that’s 40" in diameter, or can he only carburize it? You have to decide what process you want and then find a heat treater who can offer that in that size of part.
Q:Do you have your own metallurgical lab or do you rely on an outside lab for testing?
It’s very important that the heat treater have his own inhouse lab where he can do microstructure analysis, microhardening analysis and carbon analysis. If you rely on an outside lab, then you’re going to add time to the process. Most customers don’t have that luxury of extra time. Once they make that delivery to the heat treater, they’re usually very close to the delivery schedule or they’re already late. You have to have your own lab, and customers need to make sure they’re going to a heat treat with a lab and an experienced staff who knows how to use it. This could save several days.
Q:What specifications and/or certifications do you work to as it relates to gear manufacturing?
A lot of the requirements for heat treating gearing will reference a specification. The heat treater has to be certified to this specification or they have to be able to work to a given specification. For instance, in gearing, it’s an AGMA standard. There are also ASM standards, where there are very specific requirements you have to meet: the furnace has to meet this certain uniformity; the carbon has to be within a certain range. I would say that not all heat treaters work to those standards. Probably, for gearing, only about 80% of heat treaters have those specifications.

Photo courtesy of Cincinnati Steel Treating
- Click image to enlarge
Q:Do you offer copper plating as a maskant?
Oftentimes — and this is strictly for carburizing — there are areas on the gear that don’t need to be hard. Many heat treaters will mask those areas off with a paint. Copper plating is 100% effective, while painting is probably 90% effective. Very few heat treaters offer plating, as well. Generally, they can recommend a good plater.
Q:What is the deepest case depth you feel comfortable achieving, and what method of testing is used to verify the case depth achieved?
The case depth is time- and temperature-dependent. The deeper the case, the longer it takes. You may get some heat treat companies that don’t want to tie up their furnace for more than 20 hours at a time, so they will only carburize a part so deep. We run some parts here that will be in the furnace for five days, because they want a quarter-inch case depth. It really depends on the place.
Q:Do you have a metallurgist on staff?
This goes in line with a previous question. Today’s [metallurgists] are just not yesterday’s [metallurgists]. Today’s people are more material scientists; they deal with ceramics, polymers and things like that. The old-time [metallurgists] just know steels and irons and aluminum. So does the heat treater have someone with experience in the kinds of materials that the customer wants processed?
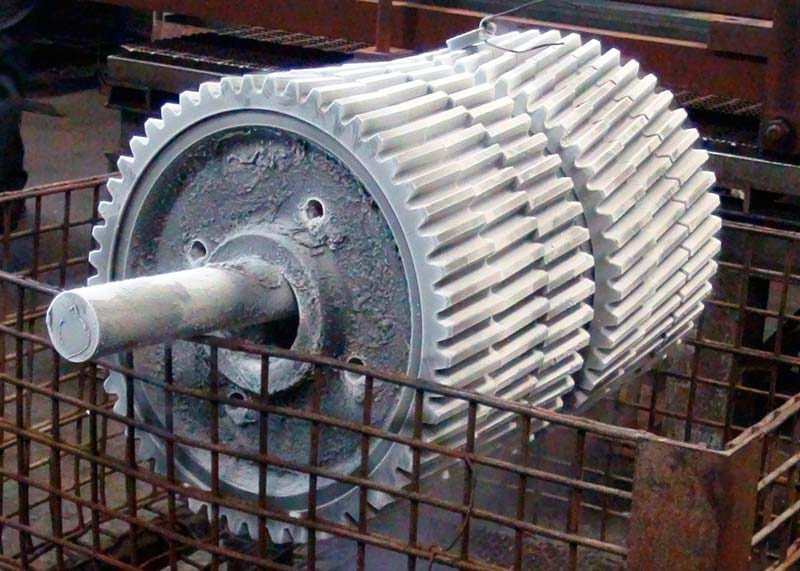
Photo courtesy of Cincinnati Steel Treating.
- Click image to enlarge
Q:Do you have any experience with failure analysis as it relates to gearing?
Whether it was something they heat treated or something somebody else heat treated, if they have experience at failure analysis, then they’re experienced in heat treating gearing. They can offer a lot in pre-design with that information that they have. It’s not very common for heat treaters to be experienced in this.
For more information:
Applied Process, Inc.
(734) 464-8000
www.appliedprocess.com
Cincinnati Steel Treating
(513) 271-3173
www.steeltreating.com
Joyworks LLC
(734) 775-3437
www.joyworksstudio.com
About Author

Erik Schmidt
Erik Schmidt, Assistant Editor, has a Bachelor’s degree in journalism from Marquette University. He has a decorated writing history that includes stops at various journalistic enterprises in the Chicagoland area where he covered sports and hyperlocal news. He joined the staff of both Gear Technology and Power Transmission Engineering in 2014.
Free Gear Technology Subscriptions
Free Gear Technology Subscriptions
FEATURED VIDEO
January 10, 2024
RECOMMENDED
-
-
Training: Invest in Your Most Valuable Asset
April 9, 2024
-
Gear Backlash in Robotics Applications
April 9, 2024
-

-
Anatomy of a Rebuild
May 10, 2024
-
-
Anatomy of a Rebuild
May 10, 2024 -