IMTS 2024 Will Be Here Before We Know It
July 23, 2024

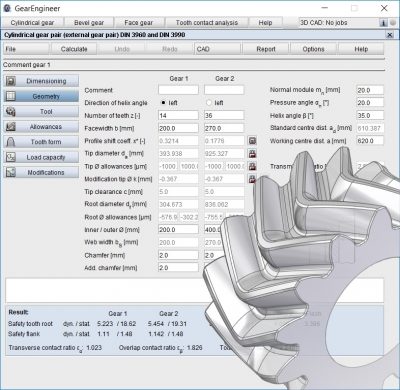
GearEngineer is a software program designed for calculating the real 3D tooth form in addition to the dimensioning and load capacity of cylindrical and bevel gears. GearEngineer calculates the gear tooth form based on a mathematical simulation of the manufacturing process analogous to traditional manufacturing on gear cutting machines. This geometry provides the basis to manufacture cylindrical and bevel gears in conjunction with multi-axis machining centers. The new version was introduced for the first time at AMB 2018 to a wide audience and comes with a number of new functions. All calculation modules now include two unit systems: the metric system and the U.S. customary unit system. The user can quickly switch between the units. Gear qualities according to ISO 1328 and ANSI/AGMA 2015 for cylindrical gears are now integrated. In addition to the load capacity calculation in accordance with DIN 3990 and ISO 6336 Method B, the ANSI/AGMA 2101 standard was also added.
The user can work with a tip radius instead of the addendum chamfer for cylindrical gears. The definition of basic rack profiles for external cylindrical gear pairs was supplemented by the semi topping flank and topping. Using the definition of the semi topping flank, the corresponding hobs can then be specified, and they generate an addendum chamfer or tip relief during the gear hobbing process.
The calculation of the 3D gear tooth form of true herringbone gears is the highlight of the new GearEngineer version. True herringbone gears are two connected helical gears but they do not have a gap separating the two helical faces. There is a rounded connection between the two halves. The tooth geometry including the rounding process of herringbone gears is very complex but can be calculated and generated by using GearEngineer. The complete flank and root geometry can now be created automatically for the manufacturing of herringbone gears and used for further CAM programming. This opens completely new perspectives for the manufacturing of herringbone gears on multi-axis machine centers instead of using obsolete Sykes machines. Whereas, previously soft machining was usual, today it is possible to use the hard machining process for manufacturing herringbone gears.




