IMTS 2024 Will Be Here Before We Know It
July 23, 2024

Gleason Combi Honing with two honing tools in one set-up, seen here as a polishing application.
Dr.-Ing. Nicolas Bleil, Gleason-Hurth Tooling GmbH
The trend towards hard fine finishing of gears for automotive transmissions is accelerating. In recent years, the focus has been on increasing the efficiency of gears in order to make optimum use of the narrow gear ratio range, gear by gear, and to reduce fuel consumption. Surface finish, in particular, is under increased scrutiny since it plays such a decisive role in achieving the noise and efficiency requirements of gear units for today’s EV applications.
These higher gear quality standards are driving significant innovation in the grinding and honing manufacturing processes required to achieve them. Fine finishing and, in particular, polishing machining, offer a tailor-made approach to meet these objectives. Inherent in these processes is the fact that two machining steps (roughing and fine finishing) are performed sequentially, in a single setup. Alternatively, different processes can be combined to achieve the same end result, such as grinding with gear honing. The disadvantage of this approach, however, is that the workpiece must be loaded into a machine tool twice. What all these processes have in common is that they offer a wide range of tool specifications, including variations in grit size and bond type, to achieve the desired result in the finished workpiece.

Two-zone wheel for polish grinding—zone 1 right (ceramic zone), zone 2 left (polish zone).
For fine finishing in one clamping, two zones of combination tools are used in generating grinding, both of which are ceramic-bonded, but with different grit types and, above all, grit sizes. Zone 1 is identical to a conventional, standard generating grinding worm, which performs the main cutting action during roughing. Finishing is performed exclusively in zone 2 with a finer grit size in order to achieve the required surface roughness and material contact ratio.
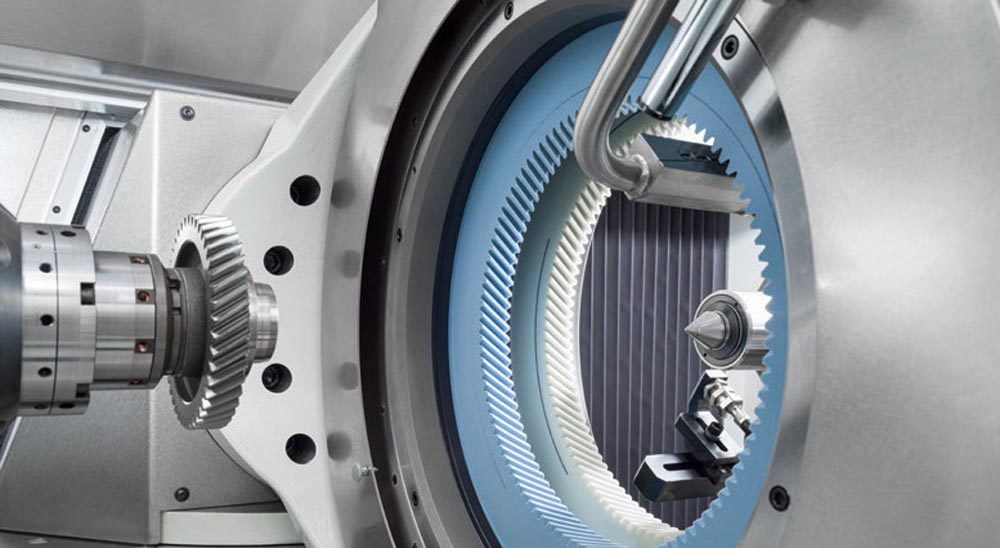
The procedure for gear honing is analogous, whereby a Gleason honing machine can accommodate two honing tools in the same, single honing head in a process called Combi Honing. It should be noted that zone 2 (i.e., honing wheel number 2) can also be produced using a resin bond.
Polishing is also carried out with a combination tool, although the polishing effect can only be achieved with a more elastic type of bond (polyurethane) and even finer grit.
Development of this highly productive new generation of combination tools has also required that the bar be raised on the tools used to dress them. Whereas in gear honing the diamond-coated dressing tools are typically designed for a specific workpiece, generating grinding addresses a wider variety of applications. For prototypes, a universal shape dresser (GDU) can be used, which operates in point contact and thus maps any type of profile modification via machine kinematics. For smaller batch sizes, flexible tools (GDF) with a specific pressure angle and module range are used, which dress the grinding tool with a single flank. Workpiece-specific dressing systems (GDW) have an integrated tip dresser with a defined radius to avoid a step in the tooth root area or even to grind the full root radius.
All of the above dressing systems can also be used to perform Gleason’s twist-controlled grinding process without any further modifications.

Dressing tools for gear honing and gear grinding. From left to right: Diamond dressing gear for gear honing; workpiece-specific dressing disc system (GDW); and flexible dressing roll system (GDF) for generating grinding.
As one might expect, the performance requirements for dressing tools are significant, necessitating the use of a complete array of grain types and sizes and different bond systems, for applications ranging from an electroplated diamond dressing gear in gear honing to a dressing disc in generating grinding.
At the same time, today’s dressing tools must also consider the greatly increased demands on surface finish, but without sacrificing the best possible performance inherent in standard machining processes. This is an enormous challenge for the diamonds used by the diamond dressing tool, one of the essential system variables in the dressing processes.
To reliably maintain a maximum form error of < 2 nm, manufacturers of dressing tools have to consider many factors. Shape and position tolerances of the basic body must be maintained with extreme precision. The smallest deviations in the axial runout of the tool can cause the µm limit to be exceeded when checking the gear quality. Analyses of noise, vibrations (NVH test), and the surface structure help to check the requirements in all areas with great precision. A homogeneous grain distribution and a clean coating must be ensured before the grinding/finishing of the electroplated coating can take place. In this process two tasks have to be performed equally well: grinding the exact shape of the rotational dressing disc shape as well as the correct treatment of the diamond grits to ensure their shape retention over repeated use and thus the longest possible service life.
Additionally, the dressing of different grain materials and sizes as well as different bonding systems are critically important. Ideally, these tasks should be performed using the same tool. In generating grinding, two-zone grinding wheels with Gleason dressing discs can be used without compromise. No adjustment of dressing parameters or speeds is required. Gleason dressing discs are designed to provide the required cutting capability for roughing as well as to fully meet the requirements for finishing or polishing.
In gear honing, the approach is congruent; only the degrees of freedom are greater since there are two separate honing tools without a connection. In this case, if necessary, a special diamond dressing gear per honing ring can also be executed to utilize the full potential in fine and polishing machining. In addition, for gear honing it is of course also possible to design a dressing tool (diamond dressing gear) for both honing tools, e.g., for Combi Honing.
Through the use of this new generation of dressing tools, the latest grinding wheels and honing tools are well-positioned to meet the increased demands placed on them. The “splitting of micrometers” is a great challenge, one that meshes well with our area of expertise and passion for the work we do.
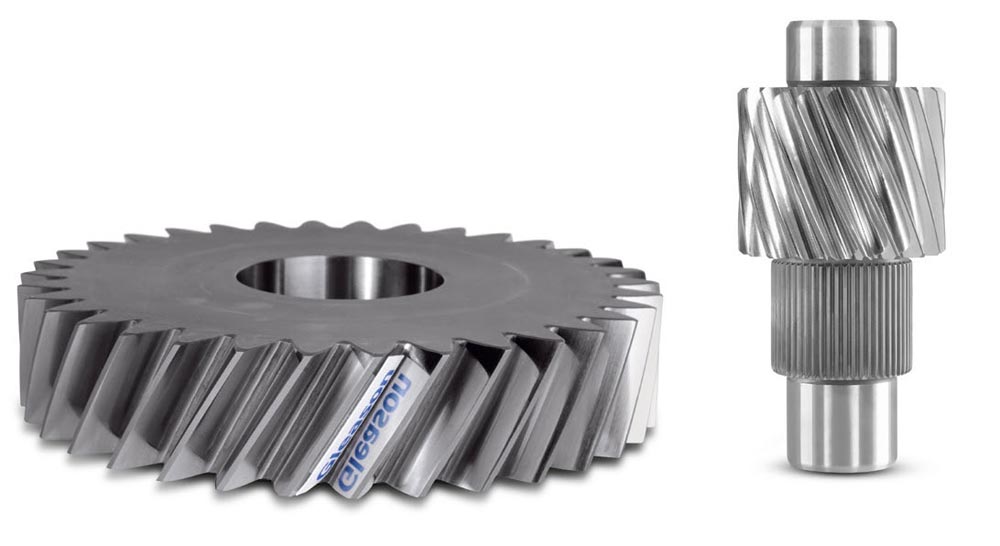
Two examples of polished ground gears: Left: polished disc-type gear Right: polished shaft from an e-drive application