Customize Gear Skiving for Precise, Efficient Gear Cutting
February 16, 2024


Robot with appropriate end-of-arm tooling loads the red-hot part onto the expanding die quench tooling on the quenching table.
Ian Schickling, Bevel Workholding Lead Engineer, Gleason Workholding Products
Press quenching is a tried-and-true process for the controlled hardening of flat, circular close tolerance parts. The process ensures good dimensional control and uniform hardening, thus allowing for seamless processing post heat treatment. The most common method of quenching used in the quench presses built by Gleason and others utilizes the circulation of temperature-controlled oil through a defined path and at a specified rate of flow around the part being quenched, to rapidly cool the part. During this process, die quench tooling is used to hold the component with precisely controlled force. Today, however, with demand growing fast for improved quality and faster, more efficient throughput for parts of these types and sizes, a better press quenching solution is required, which is what led to Gleason’s new 685Q.
The 685Q offers increased productivity. With its Siemens Programmable Logic Controller, the 685Q significantly reduces setup and part changeover time. Automated setup ensures repeatability of all setup functions, including expander, inner/outer ring pressures, quench oil flow rates, cycle times, and pulsing.
Additionally, the machine has been designed from the ground up to deliver excellent part quality with minimum distortion and positive control of material hardness and uniformity.
Since Gleason started building quench presses in the 1930s, over 7,000 specialized sets of die-quench tooling have been designed for nearly every conceivable press quench application. This helps open a world of application possibilities for the 685Q. Customers include those with a part that must be hardened and controlled in a press quenching situation or those who are having distortion problems caused by free quenching. A wide variety of part geometries can be quenched on the 685Q, not just those related to the gear processing industry. Gleason provides the right type of precision manufactured equipment to ensure proper oil flow and the application of forces to control roundness, taper, and flatness during the cooling process based on the customer part geometry, datum structure, and timed relationships within the part itself. Companies that do just heat treating can also benefit from Gleason’s ability to design and manufacture die quench tools, thus helping them gain new business.
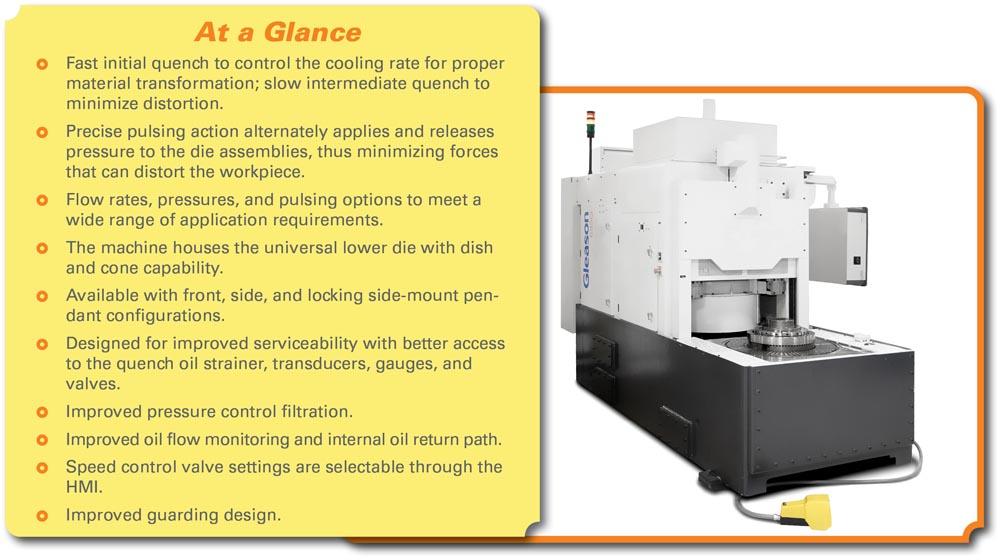
The pictures show an example of a standard automotive/truck ring gear being quenched in the 685Q machine. This type of design lends itself to the use of an expanding bushing for the centering of the part bore while two pressure rings make contact on the face of the gear during the oil quench process. Larger parts that have external teeth will have contracting bushing equipment to make contact with the outside diameter of the customer part. Customer parts with taller bores may have stacked expanding bushings to make contact along the whole bore, whereas smaller diameter bores will have a plug design that must be pressed out of the customer part post-quench.
Hot ring gear placed into expanding die with two pressure rings.
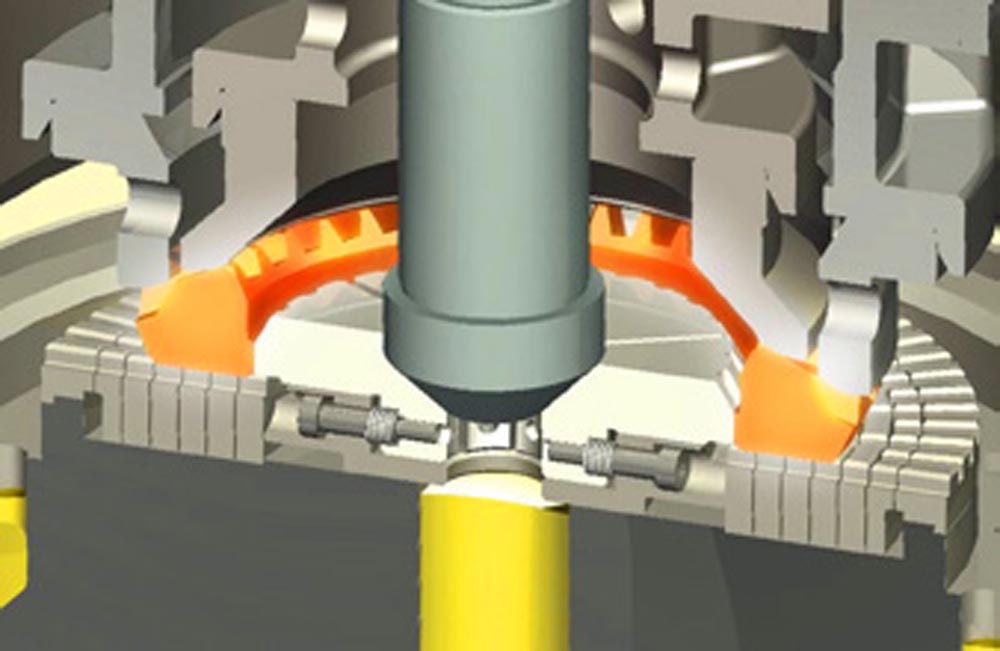
Quenched ring gear showing oil flow during the quench cycle.
The 685Q is available with automation to speed part load/unload, whether operating as a stand-alone or for integration into a complete system or the customer’s existing production processes. A variety of automation solutions are available, in conjunction with Gleason Automation Solutions (GAS). GAS’s team works closely with the machine and workholding design teams to ensure that proper loading clearances and required features are factored into a total solution. Typical loader systems offer the loading of cold parts from the inbound rack storage, placement on the hearth, pickup of heated parts, movement to the quenching machine, and returning the quenched parts to outbound storage. Due to the nature of the quenching process and the need to transition a red-hot customer part to the die quench tooling already on the machine, appropriate measures are taken to ensure that the arm of the robot and any other ancillary equipment are protected from the heat of the part during the loading process. Note that all GAS loader systems include a vision system, which compares the actual part location to a known location. This information is communicated to the robot, which then can precisely pick up the part even if the part is out of its ideal position.

Gleason Automations Systems provides protective guarding around the loading area to provide a safe work environment.
The 685Q is a significant advance over earlier generations of press quenching machines. It offers the long-sought versatility that users increasingly need to meet a wide range of production quenching applications, coupled with consistently high quality, improved operator efficiency, and reduced cost.




