Chuck Schultz is a licensed engineer, Gear Technology Technical Editor, and Chief Engineer for Beyta Gear Service. He has written the "Gear Talk with Chuck" blog for Gear Technology since 2014.
Most of you are excused for missing the attempted humor in the above headline. So, I will violate the first rule of comedy and explain the joke. And like most curmudgeonly explanations, it involves a rant on just how easy you young whippersnappers have it.
Shortly after gear makers crawled out of their log cabins, they realized that they were making less-than-perfect gears. Our cutting tools were imprecise; better than the rocks we had been using, but still likely to create profile, spacing, and lead errors on otherwise shiny new teeth.
When we used cast teeth right out of the foundry mold we got pretty good at rolling sets together and filing off the really obnoxious bumps. With cut gears we improved on this by motorizing “lappers” to quickly identify problem areas and wear down the bumps with an abrasive compound.
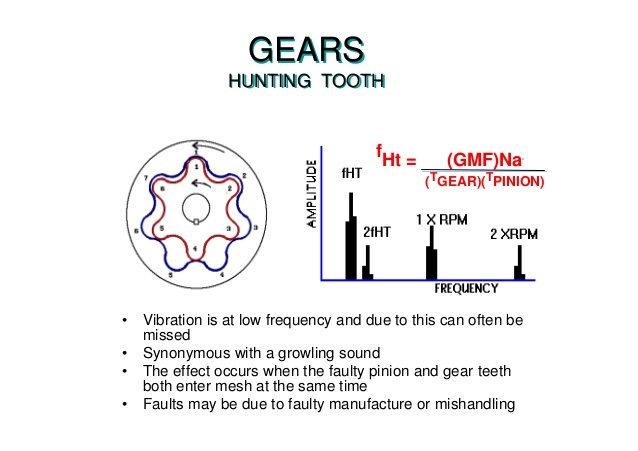
Keen observers of the process noted that the errors transferred to the mating part much more severely if there was a common factor in the numbers of teeth in the set. This was the genesis of the still reasonably popular “hunting tooth” design rule.
I still have the “factoring chart” I photocopied in 1972 for inclusion in my personal book of gear knowledge. When designing a set of gears, we were required to check against the chart to insure that a “hunting tooth” condition existed. Some computer programs do this for you and set off a warning message if you select a combination that violates the rule. Exceptions were allowed for exact ratio sets, but otherwise we had to comply.
This commandment caused much grief in the shop though, as the easiest way for the designer to obtain “hunting teeth” was to use a prime number on one of the parts. Before the introduction of computer-controlled gear making equipment, some poor soul had to confirm that prime number change gears were available for use in manufacturing those parts. Woe be to the expeditor who shifted parts to a machine that was not compatible with the only suitable change gear in the building! Somewhere a retired processing engineer still has nightmares about being trapped between pages of his “change gear” book. Did I mention that even within a specific brand of cutting machines, the change gear formulas could be different?
The “hunting tooth” requirement has faded in popularity as the ability to make really accurate gears has spread. You kids have it so easy!