Profile Grinding of Large Gears
Increasing material removal efficiency through advanced infeed strategies
(All images: Gleason Corporation)
Profile grinding is the hard-finishing process of choice for large gears with demanding requirements regarding load transmission, running smoothness, and complex tooth modifications. No other hard-finishing process offers a comparable level of flexibility across such a wide range of applications. Profile grinding can be applied to very small as well as very large gears, to external and internal gearing, to involute and non-involute tooth forms, to components with and without interfering contours, and to both simple and highly complex tooth modifications. Furthermore, profile grinding allows the achievement of excellent quality levels that cannot be attained by any other hard-finishing process over this broad application range.
Traditionally, the only disadvantage attributed to profile grinding has been its productivity. As a single-tooth-gap process, it is associated with higher nonproductive idle times compared with continuously generating processes. Through consistent further development of both process technology and machine design, however, this perceived disadvantage has been largely eliminated. This article presents examples illustrating how material removal efficiency during profile grinding can be significantly increased by optimizing the infeed strategy.
Conventional Infeed Strategy
When non-grinding time is discussed, attention is often limited to unproductive machine and workpiece movements between individual tooth gaps. However, the machining of each tooth gap itself already offers considerable optimization potential. To identify this potential, it is necessary to first understand the traditional infeed strategy that is still commonly applied in profile grinding.
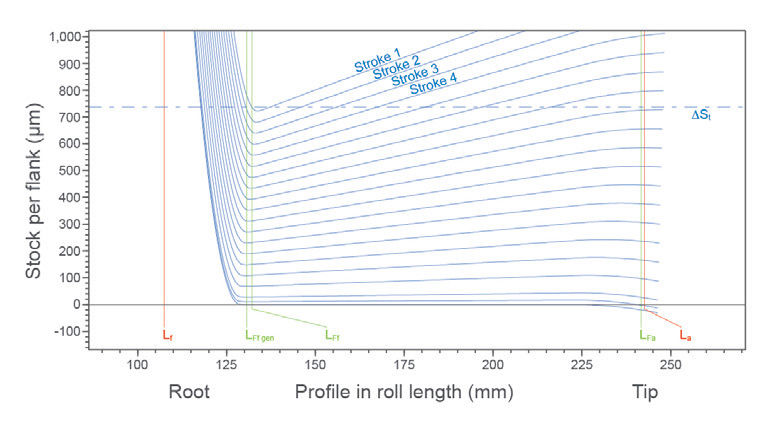
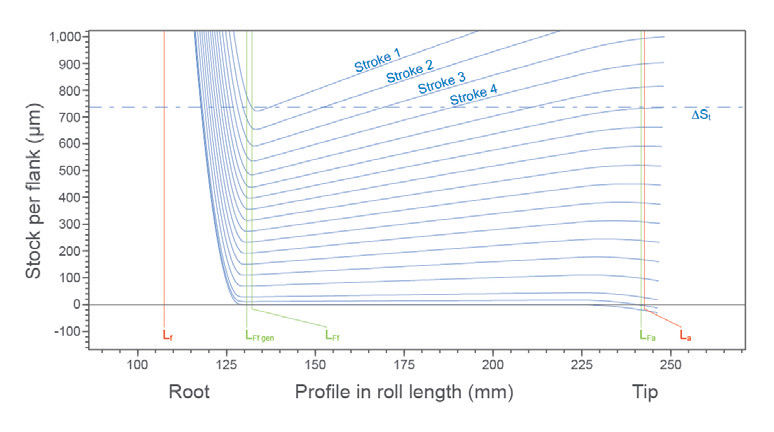
In conventional profile grinding, the total stock to be removed—including heat treatment distortion—is typically removed successively in multiple grinding strokes or passes. The grinding wheel is dressed to the final tooth gap geometry, including any specified profile modifications. Due to the remaining stock, however, the grinding wheel does not initially fit into the tooth gap. As illustrated in Figure 1 (left side), contact occurs only in the lower profile region near the tooth root.

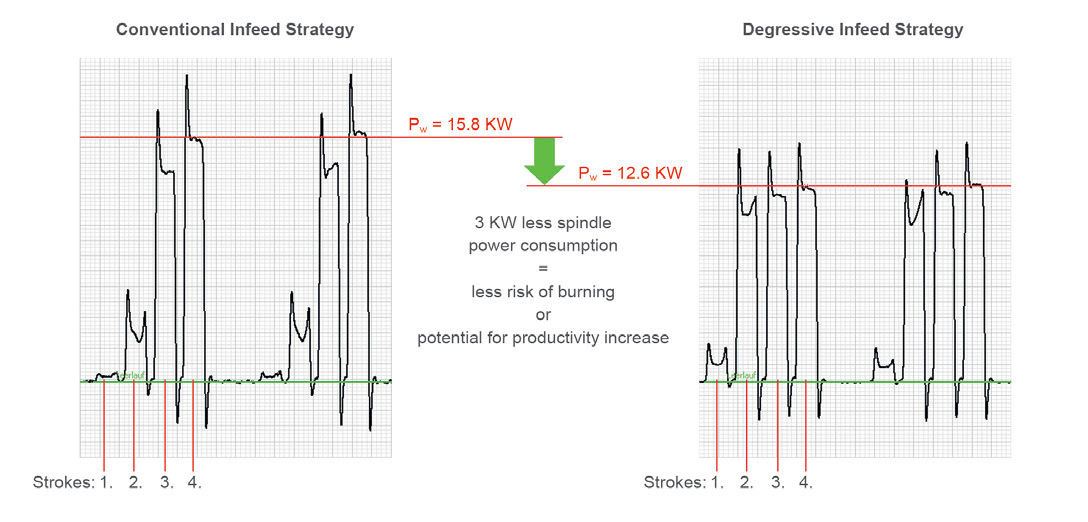
If the same radial infeed is applied in each grinding stroke, material removal during the first strokes is very limited and concentrated primarily in the lower portion of the tooth profile toward the root. Full contact along the entire tooth profile is achieved only in later strokes (in the example shown, starting with the third of four strokes). Consequently, the full material removal potential of the process is not utilized from the beginning but only during subsequent strokes. The initial strokes are therefore highly inefficient, even though the same infeed values and feed rates are applied as in all other strokes. This inefficiency can be clearly observed by analyzing the spindle power used during grinding (Figure 2, left side).