Smart Alloying Eliminates Manufacturing Steps in Automotive Gears
The shift toward electrification, combined with the demand for greater energy efficiency, means that the automotive industry is undergoing a period of profound transformation. In particular, the increasing uptake of electric drivetrains calls for gears to meet increasing requirements for torque capacity, durability, and NVH (noise, vibration, and harshness), while also supporting more sustainable and cost-effective manufacturing.
Historically, conventional carburizing steels like 20MnCr5 have proved successful in gear applications. However, they usually require post-treatment processes, including shot peening to achieve the required fatigue performance, and tooth root grinding for a further boost. These additional steps add complexity and cost.
Against this background, Ovako has investigated the application of innovative alloying design to minimize intergranular oxidation and eliminate the need for post-treatment. The result of this program is 20NiMo9-7 (Ovako 158Q) that offers a potential pathway to more efficient, reliable, and sustainable gear manufacturing.
Why Gas Carburizing Is an Issue
During gas carburizing of steel, there is a low partial pressure of oxygen. Under these conditions, alloying elements with a strong thermodynamic affinity for oxygen, such as silicon, chromium, and manganese, tend to undergo selective oxidation that propagates along grain boundaries. This results in the inward growth of oxide phases from the surface into the steel substrate, often referred to as intergranular oxidation (IGO) (Ref. 1).
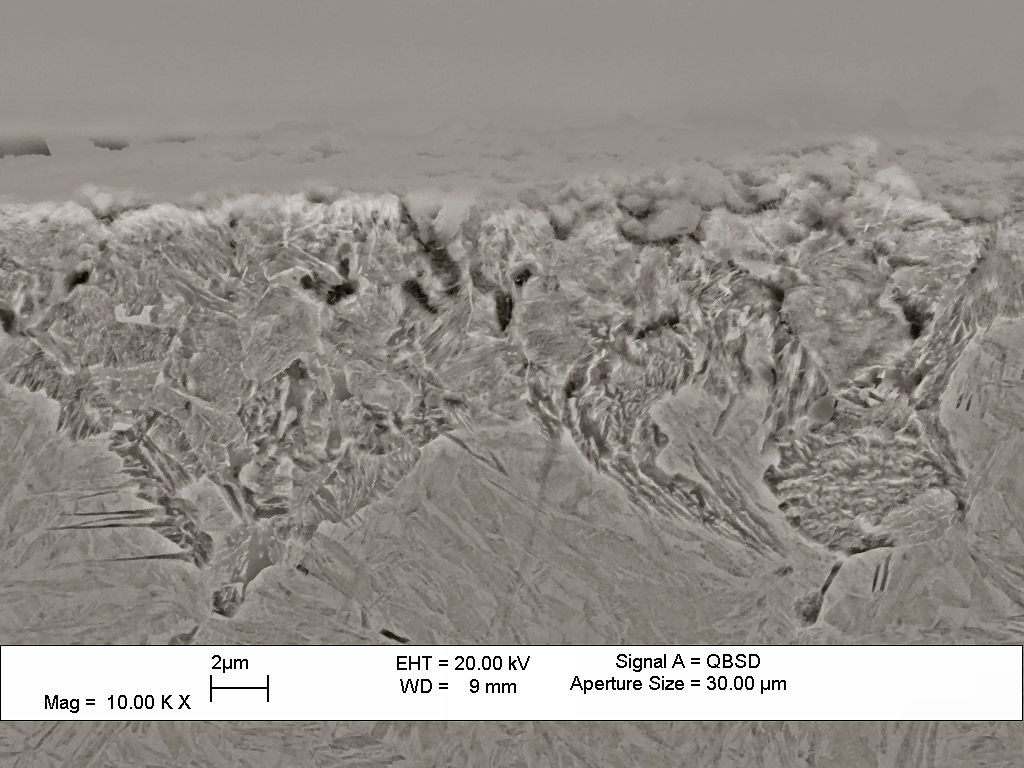
This leads to localized depletion of alloying elements in the vicinity of the oxides formed, with a resultant reduction in the hardenability in these regions. When the steel is quenched, this reduction in hardenability increases the likelihood of forming non-martensitic microstructures in the affected areas, see Figure 1.
Figure 1—Surface oxidation of 20MnCr5 after case carburizing. (All images: Ovako)
Furthermore, the reduced hardenability near the surface means that the transformation of the surface layer occurs earlier than in the underlying case during quenching. As the deeper regions of the case subsequently transform martensitically, accompanied by volumetric expansion, tensile residual stresses are introduced at the surface.
The net effect of the oxide and the low-strength surface structure, in combination with tensile residual stresses, is to adversely affect fatigue performance and increase susceptibility to crack initiation.
Overcoming the Limitations of Conventional Carburizing Steels
The development program was driven by the need to overcome the limitations of conventional carburizing steels like 20MnCr5, particularly their susceptibility to IGO and reliance on post-treatment processes such as grinding and shot peening to achieve their required mechanical properties.
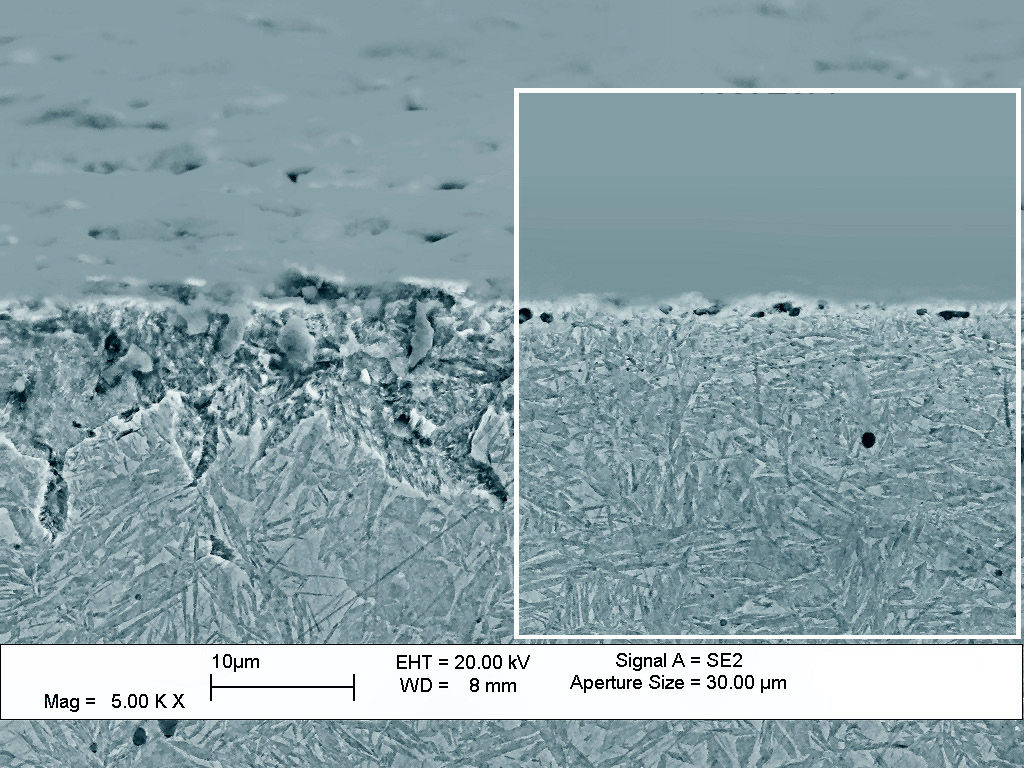
The result is 20NiMo9-7 (158Q), alloyed with nickel (Ni) and molybdenum (Mo), elements with low oxygen affinity and strong hardenability contributions, while minimizing the presence of silicon (Si), manganese (Mn), and chromium (Cr)—see Table 1. This composition suppresses IGO and enables the formation of a fully martensitic surface layer with high compressive residual stresses, even under standard atmospheric carburizing conditions, see Figure 2. Additionally, this steel is produced via a premium production process (IQ-Steel), which ensures low levels of detrimental non-metallic inclusions. This ensures that steel cleanness is not the limiting factor for the fatigue properties.
Variant
C%
Si%
Mn%
P%
S%
Cr%
Ni%
Mo%
V%
158Q/20NiMo9-7*
Min
0.18
-
0.22
-
-
0.35
2.25
0.67
-
Max
0.21
0.10
0.30
0.025
0.002
0.40
2.35
0.70
0.100
Table 1—Chemical composition of 158Q.
Figure 2—Surface appearance in 16MnCr5 and 158Q subjected to the same gas carburizing process.
The result is a steel that delivers high fatigue strength directly after carburizing, reducing or eliminating the need for post-processing. This makes 158Q particularly suitable for complex or small gear geometries where grinding or shot peening are impractical, offering a streamlined, cost-effective, and sustainable manufacturing route.
Fatigue Performance of 158Q
The fatigue performance of 158Q has been evaluated in several studies using different test setups and reference materials. The alloy has consistent high bending fatigue strength, particularly in the as-carburized condition, without the need for post-treatment processes.
In the VBC report (Åslund et al., 2010), gear tooth bending fatigue tests were conducted on158Q, 157Q, and 16MnCr5 using pulsator test rigs (Ref. 2). The results showed that 158Q achieved a fatigue strength approximately 48 percent higher than 16MnCr5, see Table 2. This was attributed to its fully martensitic surface, minimal intergranular oxidation (<2 μm), and absence of non-martensitic transformation products. In contrast, 16MnCr5 exhibited deeper oxidation (10–15 μm) and a soft surface layer. The study also noted that 158Q developed high compressive residual stresses and low retained austenite, both favorable for fatigue resistance.
Steel grade
Fatigue strength, mas. Load [kN]
Standard deviation [kN]
Approximate stress conversion [MPa]
Increased fatigue strength compared to 16MnCr5 [%]
16MnCr5
55.5
2.1
888–927 (±35)
0
157Q
60.6
2.6
969–1,011 (±43)
9
158Q
82.0
1.2
1,312–1,369 (±20)
48
Table 2—Fatigue strength test results based on staircase fatigue testing (Ref. 2).
The report further emphasized that 158Q achieved this performance using standard atmospheric gas carburizing, without requiring low-pressure carburizing (LPC) or additional surface treatments. This demonstrated the alloy’s ability to deliver LPC-like surface quality using conventional equipment. The comparison with 157Q, which also underwent the IQ process but retained higher levels of Mn, Cr, and Si, highlighted the importance of alloy composition in suppressing oxidation. While 157Q showed some improvement over 16MnCr5, it did not match the performance of 158Q, reinforcing the role of oxidation resistance in fatigue behavior (Ref. 2).
Temmel et al. (2009, 2011) examined 158Q in comparison to 20MnCrS5, including the effects of single and double shot peening (Refs. 3, 4). In the unpeened condition, 158Q showed a 23 percent improvement in fatigue strength, see Table 3. Single peening provided a modest additional increase, while double peening did not yield further benefits and, in some cases, even reduced performance, likely due to exceeding baseline performance and its limited sensitivity to surface enhancement treatments.
Series
Mean value [kN]
Standard deviation [kN]
Improvement [%]
20MnCrS5
38.1
1.9
0
158Q
46.9
6.6
+23.1
158Q shot peened
52
2.2
+36.5
158Q double peened
50.8
1
+33
[advertisement]
Table 3—Fatigue test results on 20MnCrS5 and 158Q (Ref. 3).
The 2011 study also explored the residual stress profiles introduced by peening and found that double peening reduced surface compressive stress, likely due to stress relaxation or surface damage. This suggested that 158Q’s surface condition after carburizing did not exhibit any significant grain boundary oxidation or non-martensitic structure.
Therefore, additional treatments need to be carefully tuned to avoid deteriorating the properties. These findings supported the idea that 158Q could be manufactured without additional post-processing (Ref. 4).
Borg (2008) evaluated the fatigue performance of 158Q and 16MnCr5 using rotating bending tests on notched specimens, both in the as-carburized and shot-peened conditions (Ref. 5). 158Q showed the highest fatigue limit in the as-carburized state, reaching 985 MPa, compared to 811 MPa for 16MnCr5, see Table 4. The tests were designed to simulate gear root conditions.
Series
Fatigue limit [MPa]
Standard deviation [MPa]
Improvement [%]
16MnCr5
811
12.2
0
158Q
985
8.5
+21
16MnCr5 shot peened
964
16.8
+18
158Q shot peened
941
27.4
+16
Table 4—Fatigue test results for notched specimens, 16MnCr5 and 158Q (Ref. 5).
The test results demonstrated that 158Q could achieve high fatigue resistance without the need for surface treatments. 16MnCr5 showed deeper internal oxidation and the presence of non-martensitic transformation products near the surface, which negatively affected their fatigue strength.
Residual stress measurements showed compressive stresses at the surface for 158Q, while 16MnCr5 exhibited tensile stresses. Fractographic analysis revealed that cracks in 158Q initiated at the surface due to surface roughness, while in 16MnCr5, cracks were often associated with inclusions and surface degradation. The study highlighted the importance of surface condition and residual stress state in fatigue performance, particularly in geometries where post-processing is limited or impractical (Ref. 5).
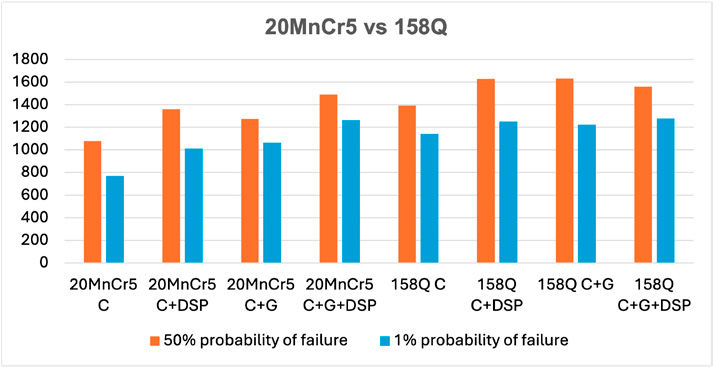
In the AGMA technical paper (Aylott et al., 2024), 158Q was tested under various surface conditions, carburized, shot peened, ground, and in different combinations of them (Ref. 6). It consistently outperformed 20MnCr5, even when the latter was subjected to duplex shot peening or grinding, see Table 5. While post-treatments further improved performance, the gains were relatively small, indicating that the as-carburized properties were already reaching a level normally expected after shot peening, see Figure 3.
Root surface condition
Standard deviation
Bending fatigue strength
Improvement 1%
50% probability
1% probability
MPa
MPa
MPa
20MnCr5
Carburized
79.4
1,077
771
0%
Carburized + duplex shot peened
90.4
1,360
1,012
31%
Carburized + ground
56.3
1,274
1,063
38%
Carburized, ground + duplex shot peened
60.5
1,491
1,264
64%
15BQ
Carburized
67.4
1,394
1,142
48%
Carburized + duplex shot peened
98.5
1,629
1,250
62%
Carburized + ground
102.7
1,633
1,224
59%
Carburized, ground + duplex shot peened
73.7
1,560
1,277
66%
Table 5—Summary of bending fatigue test results (Ref. 6).
The study also noted that the standard deviation in fatigue strength increased for the 158Q variant when additional treatments were applied, suggesting that these processes introduced variability that was not present in the as-carburized condition. This consistency in performance is particularly valuable in production environments where process stability is critical. The AGMA paper provides a comprehensive comparison across multiple surface conditions, reinforcing the robustness of 158Q and its suitability for applications where post-treatment is impractical or undesirable (Ref. 6).
The Key Benefits and Possible Applications of 158Q
Post-Treatment Response
Experimental results have consistently shown that 158Q exhibits high fatigue strength in the as-carburized condition, reducing the need for post-treatment processes such as shot peening or grinding. While shot peening can provide modest improvements, the gains are often limited and, in some cases, performance is reduced, particularly with double shot peening. This might be due to over-peening effects, stress relaxation, or induced surface damages.
The alloy’s high surface hardness and clean martensitic structure limit the effectiveness of plastic deformation-based treatments. Additionally, increased surface roughness or variability introduced by post-processing can offset the potential benefits. Data from AGMA testing (Ref. 5) also indicate that post-treated samples showed higher scatter in fatigue strength, suggesting reduced process consistency. These findings underline that the surface condition of 158Q is already near optimal and that post-treatment should be carefully evaluated or potentially eliminated.
Addressing the Challenges of Hard-to-Grind and Small Gears
Grinding is often the desired finishing process for gears that require dimensional accuracy, surface quality, and correct gear tooth geometry. However, it becomes particularly challenging when dealing with complex shapes and tight tolerances. Influencing factors such as limited tool access, risk of thermal damage, and the need for specialized machinery often complicate the process. Hypoid gears, internal gears, and small-module gears often present limited tool access, making full-profile grinding either extremely challenging or entirely unfeasible.
Full profile grinding is often used when there is a need to further enhance the gear performance. This is challenging on the gears mentioned above. And in such cases, the materials must deliver the final surface integrity directly after heat treatment. This makes 158Q particularly well-suited for gear types where traditional finishing methods are not viable.
Shot peening is a widely used surface treatment to enhance fatigue strength by introducing compressive residual stresses. However, its effectiveness diminishes significantly when applied to small gears with narrow tooth roots and complex geometries. These features are difficult to access with conventional peening equipment, making it challenging to achieve uniform coverage in critical stress regions. To avoid damaging delicate surfaces, smaller shot particles must be used, but they carry less kinetic energy and may not impart sufficient compressive stress unless applied at higher velocities, introducing further complexity and variability in the process.
This limitation is particularly relevant in modern automotive and electrified drivetrain systems, where compact, high-precision gears are common. For such applications, materials like 158Q, which deliver high fatigue performance without relying on post-treatment, offer a more robust and cost-effective solution.
Bridging the Gap Between Carburizing and LPC
Low-pressure carburizing is widely recognized for its ability to produce clean, uniform case-hardened surfaces with minimal oxidation. Operating in a vacuum-controlled environment, LPC eliminates the intergranular oxidation typically associated with traditional gas carburizing, resulting in superior surface quality and fatigue performance. However, the adoption of LPC is often limited by high capital investment, specialized equipment requirements, and the need for advanced process control expertise.
For many companies, especially those with established gas carburizing infrastructure, the transition to LPC can be expensive and operationally disruptive. In this context, 158Q offers a compelling alternative as it achieves a clean, oxidation-resistant surface even under standard atmospheric carburizing conditions, without the need to overhaul existing heat treatment lines.
Therefore,158Q provides a practical, lower-cost pathway to enhanced gear performance and sustainability for companies seeking to bridge the gap between conventional carburizing and LPC.
Sustainability Through Process Optimization
Post-treatment steps such as shot peening and root grinding consume energy, generate waste, and increase the carbon footprint of gear production. In contrast, 158Q achieves high fatigue strength in the as-carburized condition, eliminating the need for these energy-intensive treatments
Beyond reducing processing steps, 158Q enables more compact and material-efficient component designs. Its ability to withstand higher loads allows for smaller designs, reducing the overall steel consumption for each component. In high-volume applications, even modest size reductions can lead to significant cumulative savings in raw material, energy, and emissions. These benefits align with broader sustainability goals and support more environmentally responsible manufacturing across the product lifecycle.
Cost Efficiency and Manufacturing Simplification
The ability of 158Q to achieve high fatigue strength in the as-carburized condition enables significant cost savings and production efficiency. By eliminating post-treatment steps, manufacturers can reduce labor, equipment use, and maintenance demands. This streamlining shortens production cycles, lowers overheads, and increases throughput.
Avoiding abrasive processes also reduces tooling wear and consumable costs, while minimizing process bottlenecks, particularly in high-volume environments where operations like root grinding can be time-consuming. The simplified workflow improves scheduling flexibility and reduces work-in-progress inventory, allowing manufacturers to meet performance targets at lower cost and with fewer processing steps.
Conclusion
A new alloy 20NiMo9-7* (Ovako 158Q) is a carburizing steel designed to minimize intergranular oxidation and eliminate the need for post-treatment processes such as shot peening and grinding. Through a review of multiple experimental studies, 158Q has consistently demonstrated superior fatigue performance compared to conventional steels like 20MnCr5 and 16MnCr5, even in the as-carburized condition. Key findings include:
Up to 48 percent higher fatigue strength than 16MnCr5 in the as-carburized condition
Comparable or superior performance to shot-peened or ground 20MnCr5 without these additional steps
158Q offers significant potential to streamline gear manufacturing by reducing complexity, cost, and environmental impact. Its isotropic properties and high surface integrity make it particularly suitable for complex or small gear geometries where traditional finishing methods are impractical. Ultimately, 158Q offers a compelling path towards more efficient, reliable, and sustainable gear production in the automotive industry and beyond.
References
D. MacKenzie, “Intergranular oxidation in carburizing steels,” Thermal Processing, September 2023. https://thermalprocessing.com/intergranular-oxidation-in-carburizing-steels/
J. Åslund, E. Troell, S. Haglund, “New steels for case carburizing. An evaluation of the fatigue properties of Ovako 158Q with reduced interphase grain boundary oxidation,” VBC-R-2010-004, Swerea KIMAB, 2010.
C. Temmel, B. Karlsson, V. Leicht, V., “Bending fatigue of gear teeth of conventional and isotropic steels,” HTM Journal of Heat Treatment and Materials, 2009, Vol. 64, No. 2; p. 80–88.
C. Temmel, B. Karlsson, “The bending fatigue strength of gears in isotropic 20NiMo10 steel in as-machined, single-peened and double-peened condition,” HTM Journal of Heat Treatment and Materials, 2011, Vol. 66, No. 1, p. 24–28.
J. Borg, “The influence of internal oxidation on the fatigue properties for notched and as carburized specimens of 158Q, 146S and 16MnCr5,” Ovako Technical Report, TBL036-2008, Ovako, 2008.
C. Aylott, M. Vaidhianathasamy, B. Shaw, “Bending Fatigue Strength of Gear Steels for Automotive Electric Drive Units,” AGMA Technical Paper, 24FTM04, AGMA, 2024.