Systems Failure
Rethinking failure, replacement, and supply strategy in heavy industry
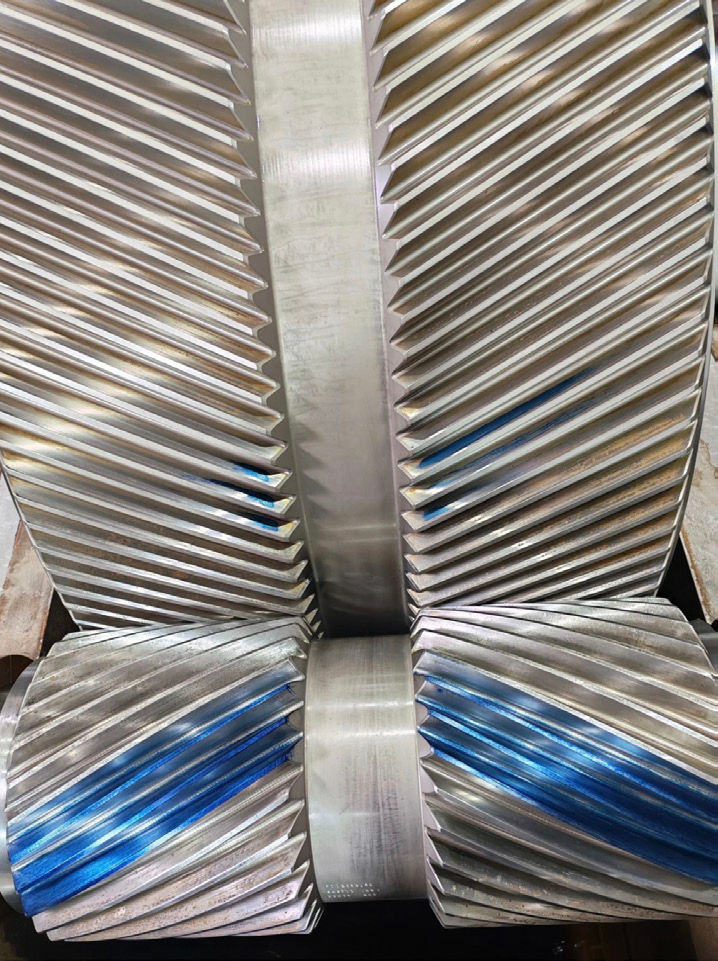
Figure 1—Early-stage surface fatigue and distress on a heavy-duty gear tooth flank. Surface damage may progress well before catastrophic failure becomes visible. (All Images: Pamilanga Ltd.)
In heavy industry, gears rarely fail in the dramatic way people imagine. More often, there is no broken tooth, no immediate seizure, and no single event that clearly marks the beginning of the problem. What appears to be a healthy gear may already be operating with edge loading, unstable lubrication film, progressive surface fatigue, or overload at the tooth root. By the time visible damage becomes obvious, the failure mechanism has usually been active for some time. This matters because plant decisions are still too often made at the component level. A gear is inspected, damage is found, and attention immediately shifts to material quality or OEM replacement. In practice, however, most serious gear incidents are system-driven. Alignment condition, shaft and housing stiffness, bearing clearance, lubrication regime, thermal growth, start-stop duty, shock loading, and maintenance response all influence the way the tooth pair actually carries load. Understanding that distinction changes not only how failures are diagnosed, but also how replacement strategy should be managed. Once a critical gear is out of service, the challenge is no longer purely technical. The question becomes how to restore reliability quickly, with controlled risk, and without accepting unnecessary dependence on long OEM lead times.
Failure Often Starts Long Before Fracture
Early-stage gear distress is typically progressive rather than catastrophic. Micropitting is one of the clearest examples. Under mixed or boundary lubrication, local asperity contact causes repeated surface fatigue at a very small scale. The damage may first appear as a dull grey patching effect on the active flank, usually near the pitch line or in areas where contact has shifted away from the intended load zone. Operators may continue running because the gear still looks serviceable and the machine has not yet tripped. But once the surface is disturbed, local stress concentration increases and the damaged area tends to grow.
Scuffing is different in appearance and mechanism. It is associated with lubricant film collapse combined with sliding under load, often during transient events such as hot restarts, contamination, high bulk oil temperature, or inadequate viscosity at operating conditions. Instead of fine fatigue damage, the tooth shows tearing, smearing, and directional scoring. Bending fatigue, by contrast, develops from repeated tensile stress at the tooth root. If the effective load distribution across the face width is poor, root stress rises sharply at one side, and cracks may initiate from the fillet long before a full tooth breakage occurs.
The key lesson is that visible damage type is only the surface expression of the real operating condition. A gearset may show micropitting because the lambda ratio is too low for the actual duty, because the contact pattern has moved toward one edge, or because load spikes are repeatedly pushing the pair beyond its intended regime. A correct diagnosis, therefore, requires the gear to be viewed as part of a dynamic system, not as an isolated manufactured part.
| Failure mode | What it looks like in service | What usually drives it |
| Micropitting | Grey frosting, matte patches, early surface fatigue on active flank | Low film thickness, edge loading, roughness mismatch, contamination, repeated load cycling |
| Scuffing | Smearing, tearing, directional score marks, rapid local distress | Lubricant film collapse, high sliding, temperature excursion, poor viscosity control |
| Macropitting / spalling | Larger pits or flake-like surface removal | Progressed surface fatigue, overload, inadequate hardness or case support, misalignment |
| Bending fatigue | Root crack initiation, tooth fracture after repeated cycles | High root stress, poor load distribution, overload events, fillet stress concentration |
Table 1—Typical failure modes and what they usually indicate.