Water Spray Quenching—A New Intensive Quenching Process for Case Hardening of Gears
Motivation
Water-spray quenching (WSpQ) has been established in industry for many years, e.g., in steel production for the quenching of strips or for semi-finished products. When applying WSpQ, water mist is formed in nozzles and accelerated with high velocities towards the components to be quenched. WSpQ provides very high cooling rates that are much higher than quenching in a liquid medium (e.g., with oil or with polymers). Additionally, by varying airflow and water flow, the quench intensity can be varied in a wide range (Refs. 1, 2).
However, for the heat treatment of complex-shaped, industrially manufactured serial components, such as gear-wheels or gear-shafts, this process has not yet been successfully implemented. So far, this was not possible, since the water spray could not reach into the center of the heat treat loads consisting of multiple layers, where the outer parts of the load shield the inner parts from the effect of the water spray.
The objective was to develop a quenching process for the heat treatment of complex-shaped parts that provides exceptionally high cooling rates, offering the following benefits:
- Potential material substitution: to enable the use of less alloyed steel grades, leading to cost reduction.
- Improved quality after quenching: by enhancing the mechanical properties of the treated parts, including:
- increased strength,
- higher Martensite content,
- increased compressive stresses on the surface of the treated components.
Additionally, the new process should provide the options for:
- Tailored quench intensity: adjustable cooling rates to tailor the quench intensity for each specific part-geometry and for each specific hardenability of the steel-grade.
- Dynamic quenching capability: the ability to vary quench intensity throughout the process, such as maintaining a specific temperature level during the quenching-process.
Test Rig
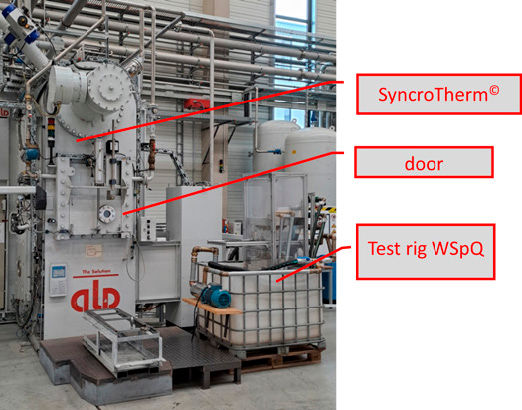
A test rig for WSpQ was designed and built. It can be found in Figure 1. The treated components are first austenitized in a vacuum furnace (SyncroTherm). This furnace can be used for neutral hardening (Ref. 3) as well as for low-pressure carburizing (Ref. 4) of single trays of parts (Ref. 5). This is referred to as single-layer vacuum heat treatment. However, for the development of the WSpQ-process, the parts are not quenched in the vacuum furnace, but the hot parts are manually transferred to the WSpQ-test rig.
The test rig for WSpQ consists of two nozzle fields, which are positioned above and below the parts to be quenched, see Figure 2. The nozzle fields—consisting of nine nozzles each—can be independently adjusted in terms of:
- distance between nozzles and parts to be quenched,
- flow rate of water,
- flow rate of compressed air.