

Hobbing and Chamfer Cutting
Efficient, Flexible Gear Manufacturing on a Single Machine
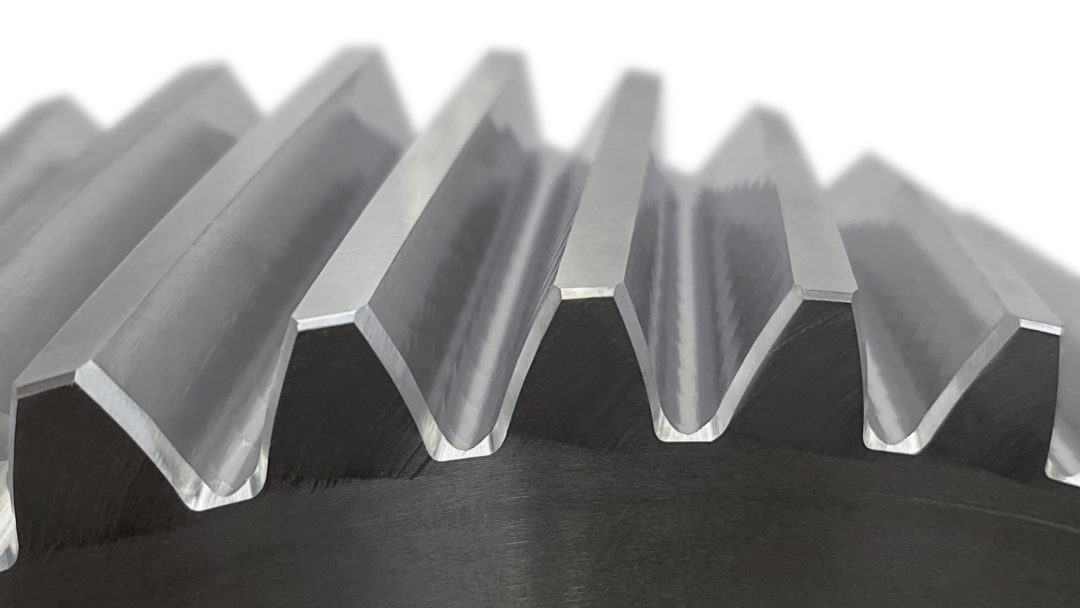
Chamfer hobbing achieves a precise chamfer on this truck-size gear.
It wasn’t long ago that cylindrical gear chamfering and deburring was almost an afterthought. Now the process ranks as high in importance as hobbing, shaping and grinding. Seemingly every gear manufacturer, particularly those developing transmission gears for e-drive applications, recognizes that anything less than a flawless tooth flank can result in premature transmission failure, less-than-optimal efficiency, and unacceptable noise. Thus, generating a chamfer to precise customer specifications is critical to minimize the potential for sharp, brittle edges after heat treat; avoid edge load situations in the gearbox; and eliminate excessive stock and hardened burrs in the tooth flank prior to the hard finishing operations (conditions which can greatly diminish tool life).
280HCD — the Single-Machine Solution
For producers of spur and helical gears in sizes up to module 5 mm with 280 mm workpiece outside diameter and 380 mm shaft lengths, two chamfering processes now exist: chamfer hobbing, for high volume automotive and light truck applications, including final drive ring gears and shafts; and fly cutter chamfering, delivering flexibility for lower volume, small lot jobber applications. Chamfer hobbing first became available on Gleason machines with the Genesis 160HCD vertical Hobbing and Chamfering Machine, then the range was expanded to include even truck-size gears with introduction of the Genesis 280HCD. Fly cutter chamfering, which had long been employed on bevel gear cutting machines, was adapted for the first time as a viable chamfering process for cylindrical gears on Gleason’s Genesis 400HCD Hobbing Machine, designed for workpieces up to 450 mm outside diameter and module 8 mm. Yet, for many gear manufacturers, it’s not an either-or proposition. Most can benefit from a single platform that can perform both processes interchangeably, and thus open the door for many new opportunities, whether with an increase in productivity, or through the production of smaller lots requiring tremendous flexibility.

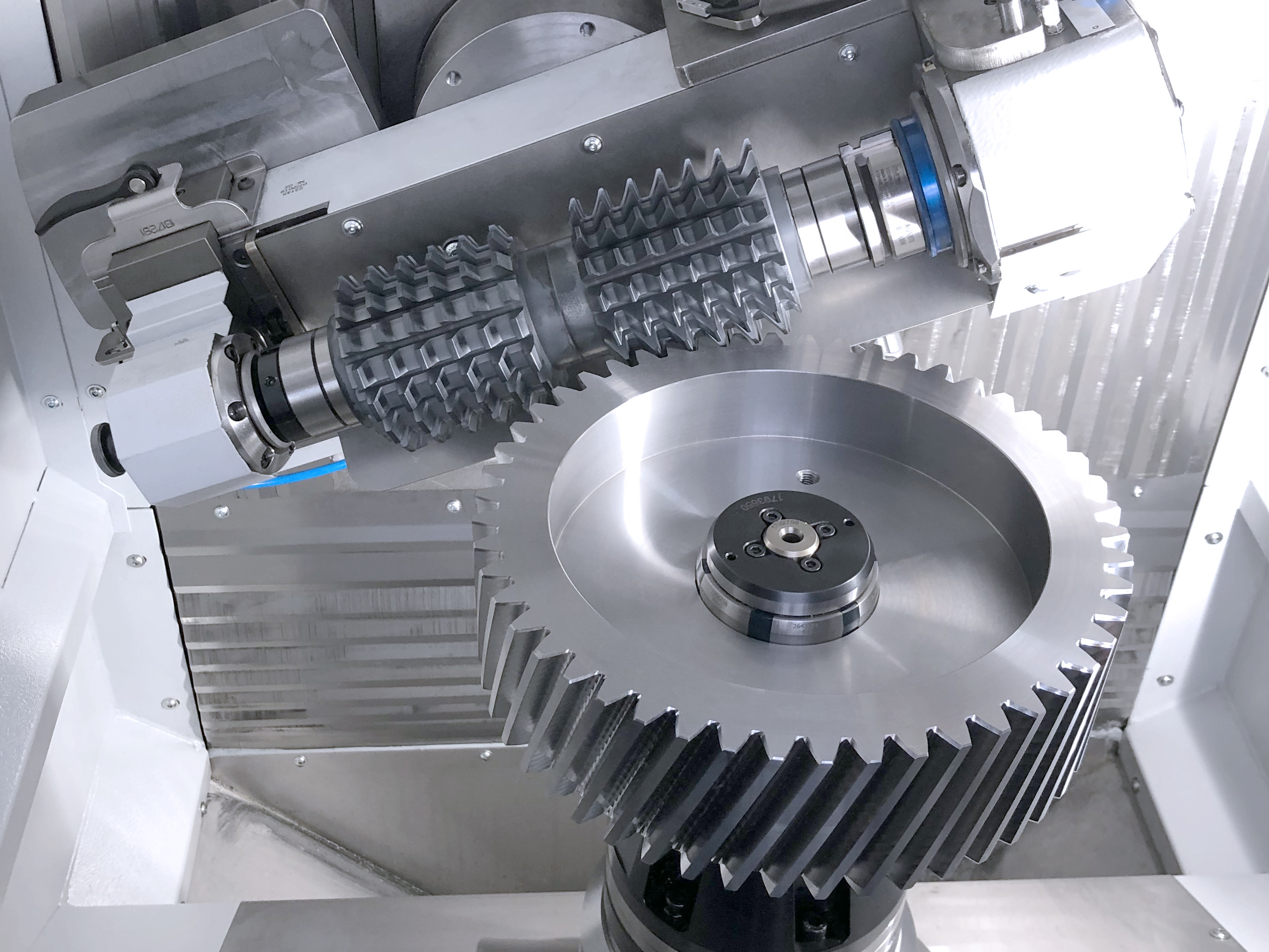
280HCD Hobbing and Chamfering machine with chamfer station for chamfer hobbing and fly cutter chamfering.
The 280HCD combines hobbing with a chamfering/deburring station attached to perform either chamfer hobbing or fly cutter chamfering in parallel to the hobbing operation. The 280HCD features a gantry loader to link gear hobbing with the chamfer cutting station and external automation/storage. Most importantly, users can benefit from having both chamfering processes on the same machine and at their disposal with just a simple tool change.
Low tool cost per piece
The Gleason Chamfer Hob has characteristics very similar to a conventional gear hob. A Chamfer Hob is used for each tooth flank with a tooth profile specifically designed for the particular chamfer form that is required. This design delivers great flexibility: comma or parallel-chamfer forms are possible, as well as chamfers along the tooth edge only or including the root area. By cutting into the gap, burrs are avoided on the face side of the gears; no measurable burrs on the flank are produced, and downstream processes to remove the burr are eliminated. Finally, the Gleason Chamfer Hobbing process offers tool shifting, which delivers increased tool life resulting in a low tool cost per piece.
Chamfer hobbing of a module 5 mm truck-size gear.
Flexibility on the fly
Having to employ dedicated chamfering tools for each and every workpiece can be time-consuming and cost prohibitive. Fly cutter chamfering on-board can assist with this. Chamfer size and angle can easily be entered into the machine’s intuitive GEMS operator interface. The process generates a chamfer along the gear edge contour by synchronizing a fly cutter with workpiece rotation such that the fly cutter — generally a star-shaped body with two to four standard indexable carbide inserts — mills the chamfer with the desired characteristics. Since each edge of the tooth is done separately and the chamfer size and angle depend on machine movements and not on the tool design, the process is quite universal. With just a relatively few different standard (i.e., inexpensive and globally available) insert blade sets and base cutter bodies, a single tool can be used for different modules, pressure angles, and numbers of teeth.
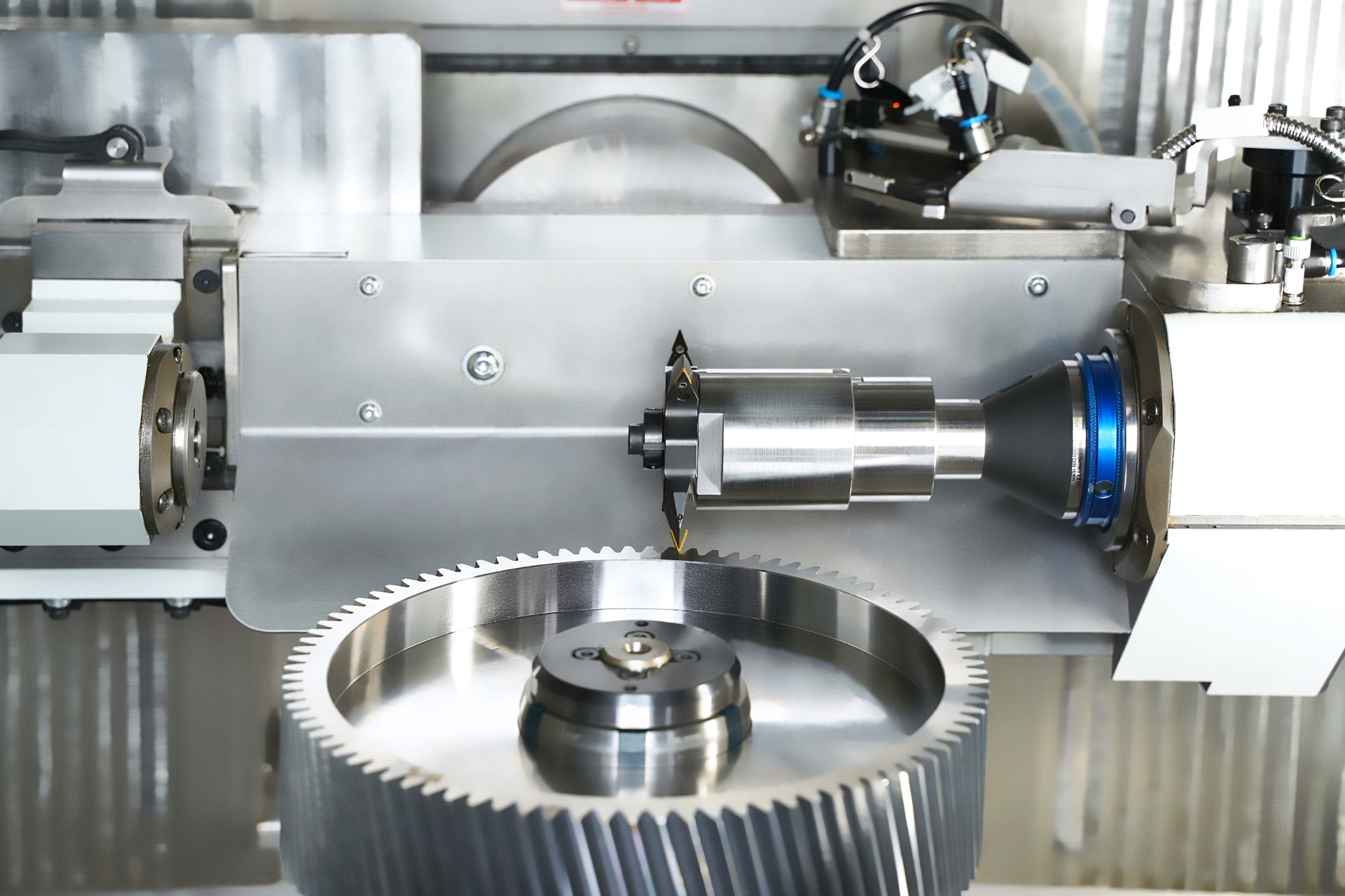
Fly cutter chamfering for flexible chamfer cutting
Introducing 280CD: Standalone Chamfering
The new 280CD Gear Chamfering Machine, essentially the chamfering station of the 280HCD, can operate as a stand-alone machine to service one, or multiple, hobbing machines, or be fully integrated by Gleason Automation Systems’ robotics solution to existing machines. Spur and helical gears in the size range produced by the 280CHD Hobbing Machine and described previously, can be accommodated. (Editor’s Note: Gleason will exhibit the 280CD at both the upcoming IMTS and AMB shows.)
280HCD — The Complete Machine
The gear-driven hob head, delivering speeds up to 2,000 rpm, combined with several hob clamping alternatives, ensures every application can benefit from the best possible cutting tool solutions, now and in the future. For dry cutting, for example, the latest G50, G90, or carbide hob material is ideal. Several chip evacuation options ensure dry, hot chips won’t interfere with the highly productive cutting process. Wet cutting options with magnetic chip conveyor are available as well.
The 280HCD’s CNC tailstock will support clamping disc-type workpieces as well as shaft-type parts as long as 380 mm, using the fast, adaptable Quick-Flex Plus workholding system, which cuts workholding changeover in both the hobbing and chamfering workareas to under a minute each.
Like all the latest generation of Gleason machines, the 280HCD is supported by Gleason’s complete manufacturing system, including hobs, milling cutters and chamfer hobs, modular workholding and smart grippers, as well as process engineering and on-going training to help ensure the system is operating at peak efficiencies and producing the optimum in quality.
Shorter cycle times and more efficient, error-free operation also result from Gleason’s latest GEMS Hobbing Operator Interface, which makes setup and changeover intuitive and simple to learn. The GEMS Interface, coupled with Siemens’ 840Dsl control, provides several new process options and guides the operator intuitively through the workflows of the machine.

Free Gear Technology Subscriptions
Free Gear Technology Subscriptions
FEATURED VIDEO
May 6, 2022
RECOMMENDED
-
-
Training: Invest in Your Most Valuable Asset
April 9, 2024
-
Gear Backlash in Robotics Applications
April 9, 2024
-

-
Anatomy of a Rebuild
May 10, 2024
-
-
Anatomy of a Rebuild
May 10, 2024 -