The electrification movement is in full swing despite many obstacles still in play. Regardless of these challenges, machine tool providers are expanding their machine operations and tooling capabilities to meet the e-mobility demands of the future.
Capital Tool Industries (CTI), a leading gear-cutting tool manufacturer in India is pleased to announce the acquisition of long-established gear tool manufacturer Mico Tools (Mishalle NV) in Belgium. The acquisition extends the CTI footprint in Europe and expands its Gear Cutting Tools product line, especially the Power Skiving Cutters.
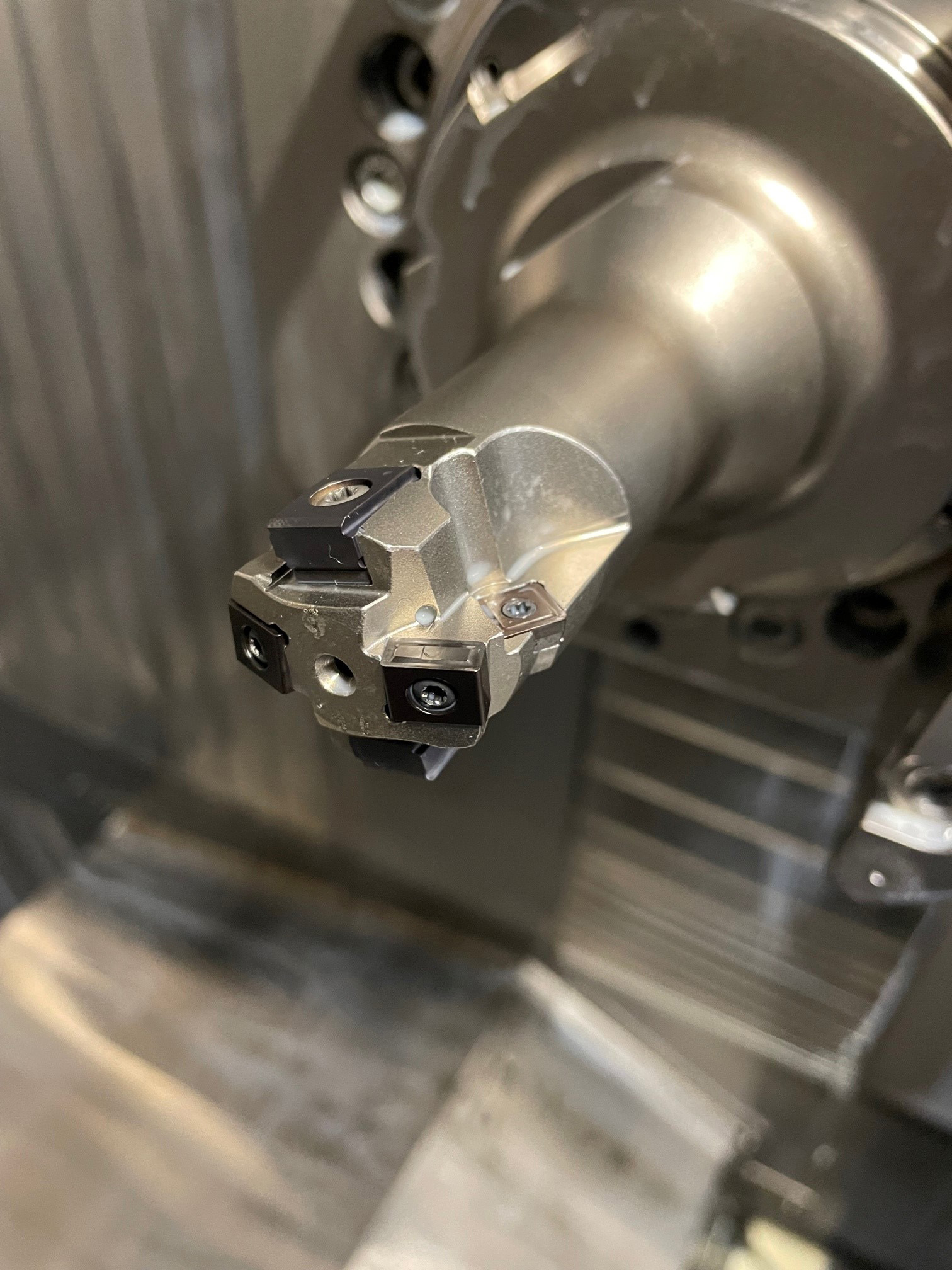
As a newly developed custom solution, a combination tool for heavy goods vehicle (HGV) freeze plug/water plug boring from CERATIZIT dramatically reduces cost and increases performance when producing the holes in cylinder blocks and heads. Such results are possible because the tool roughs, chamfers and reams/fine finishes holes in a single operation – even in grey cast iron with EN-GJV450 vermicular graphite.