Investigating the Effects of Wear, Lubrication and Material Pairing on the NVH Performance of Plastic Gears
High-performance polymer gears are increasingly supplanting their metallic counterparts across diverse engineering applications, attributable to their multifaceted advantages. These include a markedly lower density contributing to weight reduction, intrinsic self-lubricating properties obviating the need for external lubrication, cost-efficient scalability in production, enhanced noise, vibration, and harshness (NVH) performance, and superior resistance to chemical degradation and corrosion. Injection molding remains the predominant fabrication technique for thermoplastic gears, offering extensive design latitude. This process enables the consolidation of multiple functional elements into a singular, integrally molded component. Furthermore, it facilitates precise modifications to gear macro- and microgeometry, such as increased fillet radii at the tooth root and tailored tooth profile configurations (Ref. 1).
Despite their advantages, polymer gears exhibit several limitations relative to metallic gears. Principal disadvantages encompass lower load-bearing capacity, reduced thermal conductivity, limited thermal stability, and comparatively lower dimensional accuracy during fabrication. Among these, the constraint in load-bearing capacity is deemed the most critical, thereby motivating extensive research efforts aimed at its enhancement. These efforts include the development of optimized gear geometries (Ref. 2) and the formulation of advanced polymer materials engineered to withstand higher mechanical stresses (Ref. 3).
Amidst escalating customer expectations, the acoustic performance—specifically the noise, vibration, and harshness (NVH) characteristics—of polymer gears has emerged as a critical design consideration. A seminal study by Hoskins et al. (Ref. 4) systematically investigated the acoustic behavior of polymer gears, examining the influence of material composition and operational parameters on the resultant sound frequency spectrum. The study identified surface topography, wear, and thermal conditions—arising from interfacial interactions between meshing gear teeth—as principal determinants of acoustic energy intensity.
Trobentar et al. (Ref. 5) investigated the acoustic behavior of polymer gears featuring distinct tooth geometries, namely conventional involute profiles and S-type profiles. The latter are characterized by a convex addendum and a concave dedendum, resulting in a smoothly curved contact trajectory analogous to the shape of the letter “S.” The study demonstrated that S-gears generated lower acoustic emissions compared to involute gears, a phenomenon attributed to more favorable and continuous meshing conditions. In a related investigation, Polanec et al. (Ref. 6) evaluated the acoustic performance of polyoxymethylene (POM) gears subjected to various physical vapor deposition (PVD) surface treatments. The study examined the effects of aluminum, chromium, and chromium nitride coatings. Results indicated that uncoated gears exhibited the lowest sound pressure levels, implying that the applied coatings did not facilitate acoustic attenuation. Moreover, the coatings experienced degradation during operation, which exacerbated frictional interactions and disrupted meshing dynamics, thereby elevating the emitted sound pressure levels.
Van Wissen et al. (Ref. 7) conducted a comprehensive study on the noise, vibration, and harshness (NVH) characteristics of gears fabricated from Polyamide 46 (PA46). The investigation focused on the acoustic performance of two configurations: a homogeneous PA46 gear pair and a hybrid pairing of PA46 and steel. Experimental trials were performed across three discrete rotational velocities—200 rpm, 500 rpm, and 800 rpm—and torque levels ranging from 0.2 Nm to 1 Nm. The findings revealed a pronounced escalation in acoustic emissions with increasing rotational speed, accompanied by analogous trends under elevated torque conditions, underscoring the sensitivity of NVH behavior to both dynamic and load parameters.
A comprehensive investigation into the NVH characteristics of polymer gears was undertaken by Cathelin (Ref. 8). The study underscored the multifactorial and condition-sensitive nature of NVH behavior in plastic gears. Multiple unreinforced polymer grades were evaluated, with each test configuration employing gear pairs composed of identical materials. Comparative analyses against a reference steel gear pair operating under equivalent conditions demonstrated the comparatively superior NVH performance of the polymer gears, highlighting their potential for noise-sensitive applications
The present study proposes an experimental framework for characterizing the NVH performance of polymer gears under conditions representative of real-world applications. Furthermore, it delineates material selection criteria aimed at optimizing NVH behavior in gear systems. Five distinct polymer material pairings—comprising both unreinforced and fiber-reinforced formulations—were evaluated, with each test employing dissimilar materials for the meshing gear components. The resulting acoustic and vibrational responses were systematically analyzed and benchmarked against those of a conventional steel gear pair.
Methodology
Sample Preparation
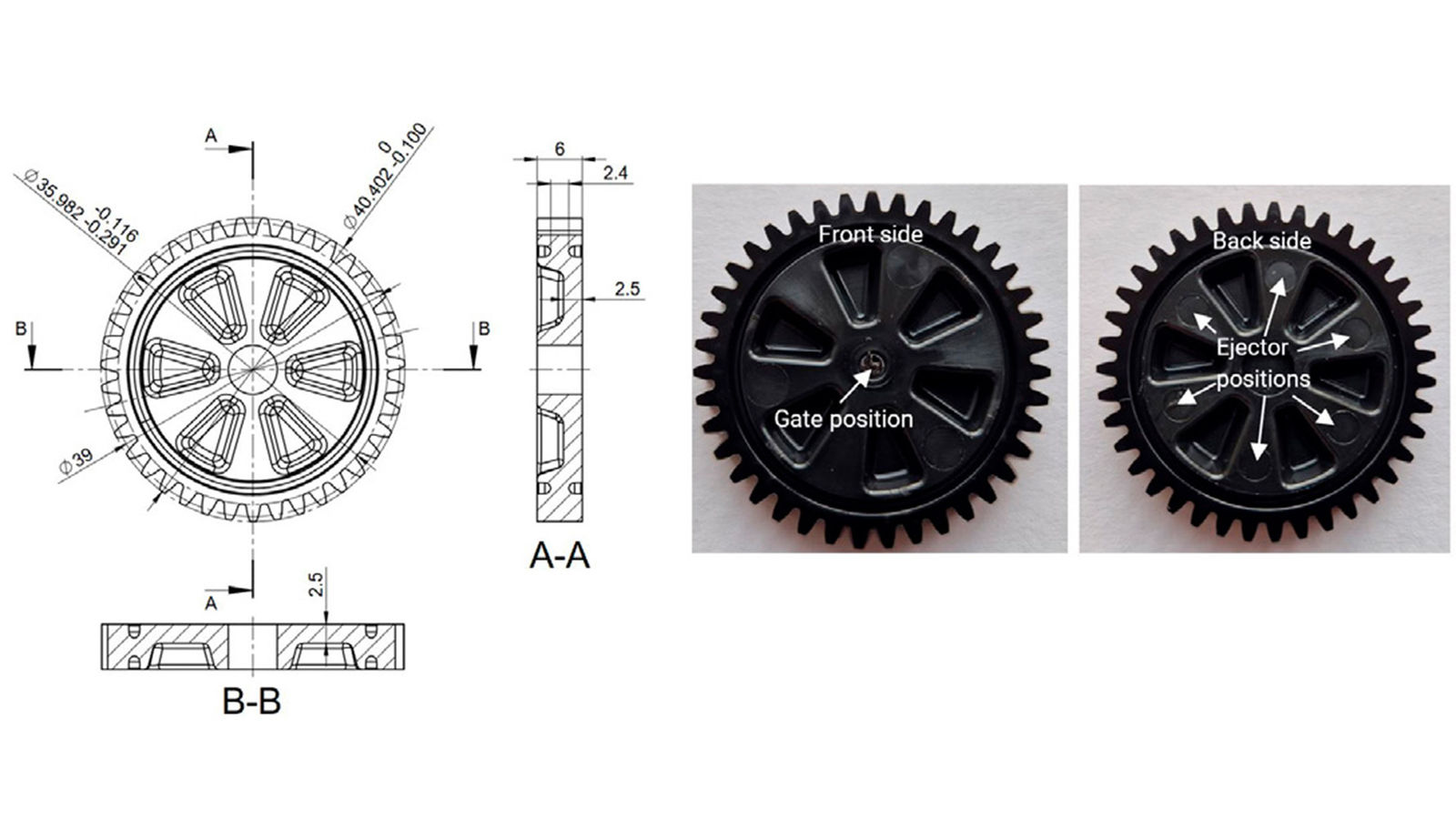
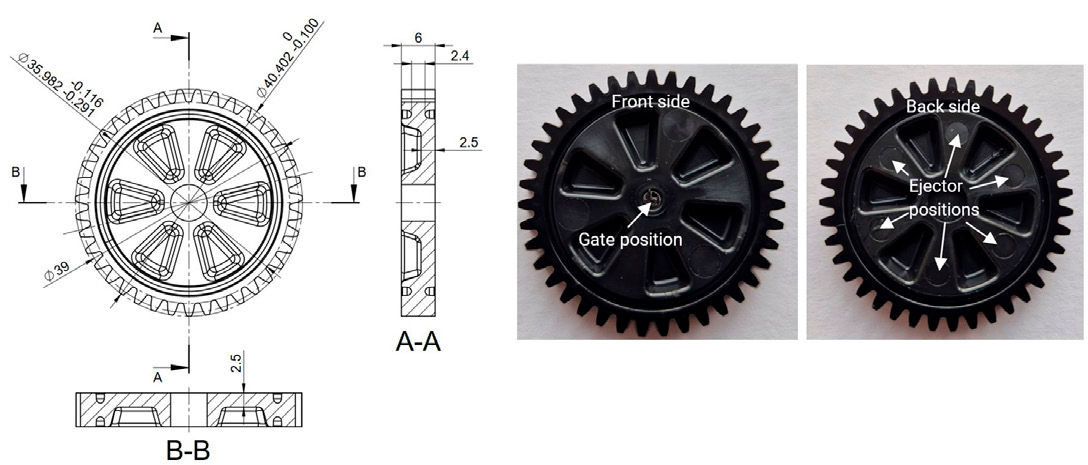
The test gears were fabricated via injection molding using a single-cavity mold. Molding operations were conducted on an Engel Victory 50 injection molding machine (Engel Austria GmbH, Austria). A three-plate mold configuration incorporating a hot-runner system and a centrally positioned pin-point gate with a 1.3 mm diameter was employed. Gear geometry conformed to the specifications outlined in VDI 2736, Part 4, Table 1, corresponding to Size 1 geometry (Ref. 9). The gear body was engineered with a wavy structural design, maintaining a consistent wall thickness of 2.5 mm (Figure 1). A symmetric groove was integrated at the interface between the gear body and tooth region to promote uniform material flow and complete cavity filling during the molding process.
Figure 1—Plastic gear samples employed for the testing procedures.
The gears were manufactured from seven commercially available thermoplastic compounds widely utilized in gear production. The injection mold was engineered with an interchangeable cavity system, enabling the use of multiple cavity inserts tailored to accommodate the differential shrinkage behavior associated with the various tested materials. This strategy ensured that all gear specimens were produced to a consistent quality standard, thereby minimizing the influence of dimensional and geometric variations on NVH performance. To maintain commercial confidentiality, only the chemical compositions of the employed materials are disclosed:
Polyoxamethylene (homopolymer)—POM
Polyamide 66—PA66
Polyamide 6 + 15% glass fibers—PA6+15%GF
Polyphthalamide + 30% glass fibers—PPA+30%GF
Polyamide 66 + 30% glass fibers—PA66+30%GF
Polyoxymethylene + 10% aramid fibers—POM+10%AF
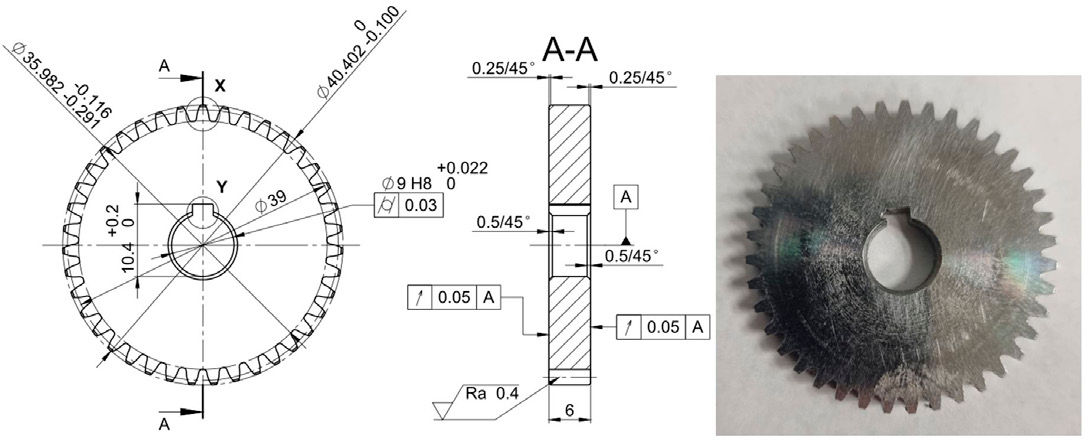
As a reference for comparative analysis, three sets of steel gears were fabricated from heat-treated 42CrMo4 alloy, maintaining identical gear geometry as specified in Table 1. Steel gear specifications are shown in Figure 2.
Parameter
Nomenclature
Unit
Value
Centre distance
a
mm
38.45
Normal module
mn
mm
1
Face width
b
mm
6
Number of teeth
z1/z2
/
39
Tip diameter
da1max/da1min
mm
40.40/40.30
da2max/da2min
mm
40.40/40.30
Root diameter
df1max/df1min
mm
35.866/35.691
df2max/df2min
mm
35.866/35.691
Tip rounding
rK1 / rK2
mm
0.08
Profile shift coefficient
x1
/
-0.259
x2
/
-0.259
Pressure angle
an
°
20
Helix angle
b
°
0
Profile
h*aP
/
0.96/0.96
h*fP
/
1.25/1.25
t*fP
/
0.25/0.25
Figure 2—Steel gear samples employed for testing.
Gear Quality Inspection
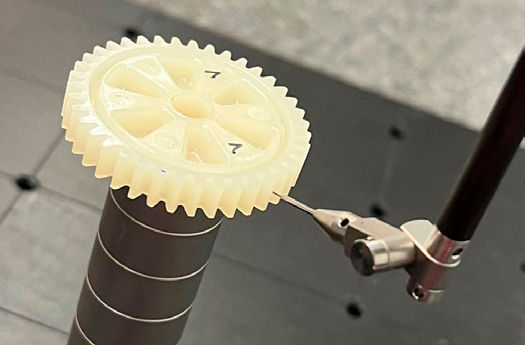
Geometric quality assessments were conducted on three gear specimens from each material group using a Zeiss Coordinate Measuring Machine (CMM) equipped with a Zeiss VAST XXT scanning probe (Fig. 3). The evaluation encompassed critical gear parameters, including profile deviation, lead variation, pitch error, and runout, all measured in accordance with the ISO 1328 standard for gear quality inspection (Ref. 10). The quantified parameters and their corresponding quality grades are summarized in Table 2. As the quality grades among the polymer gear sets exhibited minimal variation, it was assumed that geometric quality had a negligible effect on the observed NVH behavior during testing. Although the steel gears demonstrated superior geometric precision, they were included in the experimental matrix to enable quantification of NVH differences attributable to material substitution.
Figure 3—Geometric quality inspection on the plastic gear sample.
POM
PA66
PA6+15%GF
PPA+30%GF
PA66+30%GF
POM+10%AF
Steel
Total profile deviation (Fa)
9
10
10
10
10
10
8
Profile form deviation (ffa)
4
5
6
5
5
6
6
Profile slope deviation (fHa)
10
10
10
10
10
10
8
Total lead deviation (Fb)
10
10
10
10
10
10
8
Lead form deviation (ffb)
4
6
5
4
4
5
6
Lead slope deviation (fHb)
10
10
11
11
11
11
7
Single pitch deviation (fp)
8
9
9
8
8
8
6
Total pitch deviation (Fp)
9
10
10
9
9
9
7
Runout (Fr)
10
9
10
9
10
10
7
Table 2—Evaluated quality grades for produced gears.
Testing Conditions
The gear pairs were evaluated within an enclosed acoustic chamber integrated into the gear test rig, effectively isolating the test specimens from external acoustic interference. This setup ensured that only the noise generated by the meshing gear pair was captured, eliminating the influence of extraneous sound sources. Throughout all experiments, rotational speed, applied torque, and gear temperature were rigorously controlled (Figure 4). Given the sensitivity of NVH performance to operating conditions, each gear pair was tested at two discrete torque levels, with three corresponding rotational speeds per torque level, to assess the influence of both parameters. Gear temperature was actively regulated and maintained at 80°C, measured directly in the tooth engagement zone. The complete matrix of test loads is detailed in Table 3. Testing was conducted under both dry and, for selected combinations, grease-lubricated conditions. For each material pairing, three independent test repetitions were performed, with a new gear pair employed in each instance to eliminate the effects of wear. All gear sets operated at a fixed theoretical center distance of 38.45 mm, established using a high-precision positioning mechanism with an accuracy of ±0.01 mm.
Index
Torque [Nm]
Rotational speed [rpm]
Nominal root stress [MPa]
Gear temperature [°C]
L1
2.0
500
50.74
80
L2
3.25
500
82.46
80
L3
2.0
1500
50.74
80
L4
3.25
1500
82.46
80
L5
2.0
2500
50.74
80
L6
3.25
2500
82.46
80
Table 3—Summary of the testing conditions.
Seven distinct polymer material combinations, selected from commercially available grades commonly utilized in gear applications, were evaluated in this study. For comparative benchmarking, a steel gear pair of identical geometry was also tested. The evaluated material pairings are as follows:
Steel–Steel
Steel–POM (run in dry and grease-lubricated conditions)
POM–PPA+30%GF
PA66–PPA+30%GF
POM–PA66 (run in dry and grease-lubricated conditions)
PA6+15%G–POM+10%AF
POM–PA66+30%GF
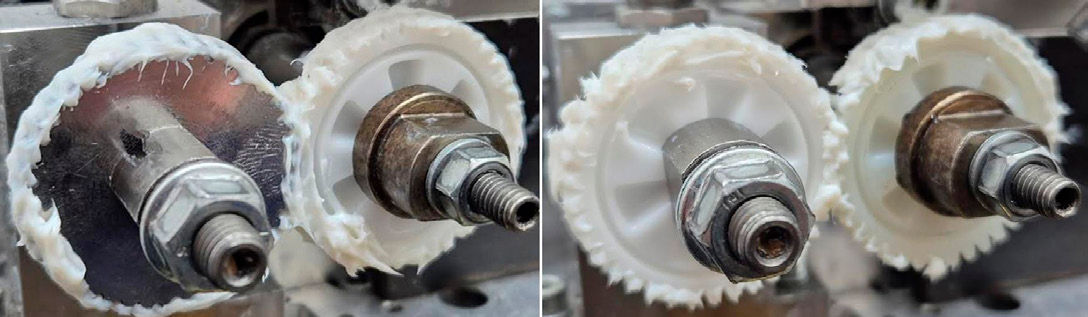
One key advantage of plastic gears is their ability to operate in dry conditions without external lubrication. However, many gearboxes with plastic gears still use grease, as it typically improves efficiency and reduces wear. To reflect common practical applications, most of the tested material combinations were evaluated under dry conditions, except for the Steel–POM and POM–PA66 gear pairs, which were tested in both dry and grease-lubricated environments. The lubricant used was a grease formulated from synthetic hydrocarbon base oil thickened with a barium complex soap. The kinematic viscosity of the base oil at 80°C was measured at 10.3 cSt. Prior to testing, the grease was manually applied to the gear teeth, ensuring complete coverage of the meshing surfaces on both gears (Figure 5). No additional grease was supplied during the test runs.
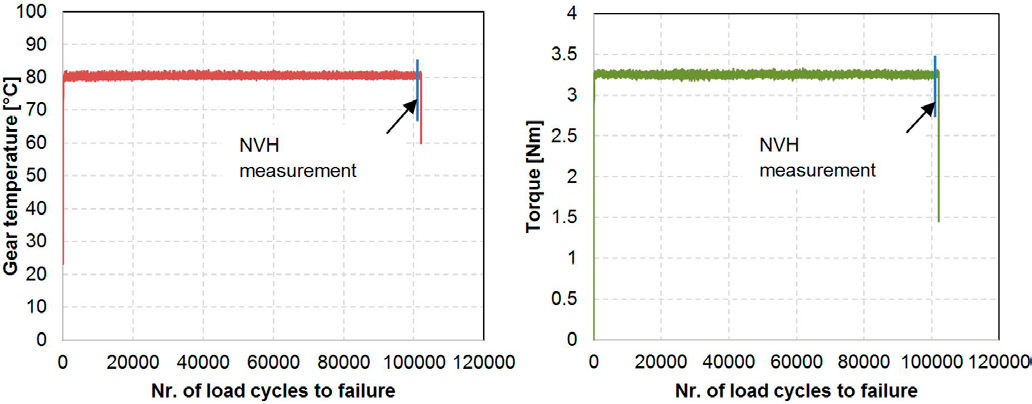
Figure 4—The gear’s temperature and the transmitted torque were precisely controlled during each test. NVH measurements were done when105 load cycles were reached.Figure 5—Grease applied on the gear pair before the tests in grease-lubricated conditions. (Left: Steel—POM gear pair; Right: POM—PA66 gear pair.)
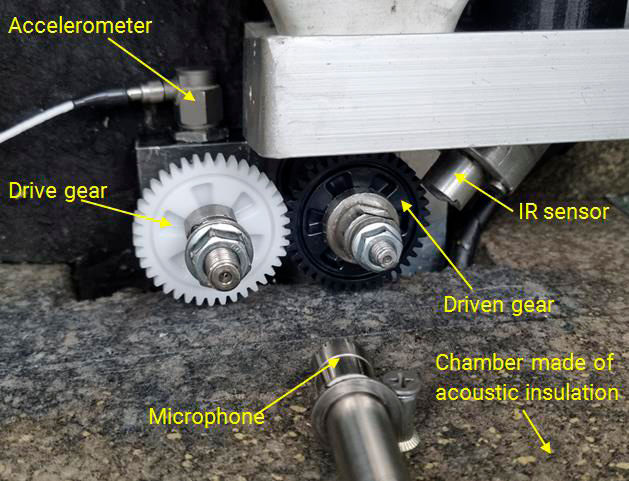
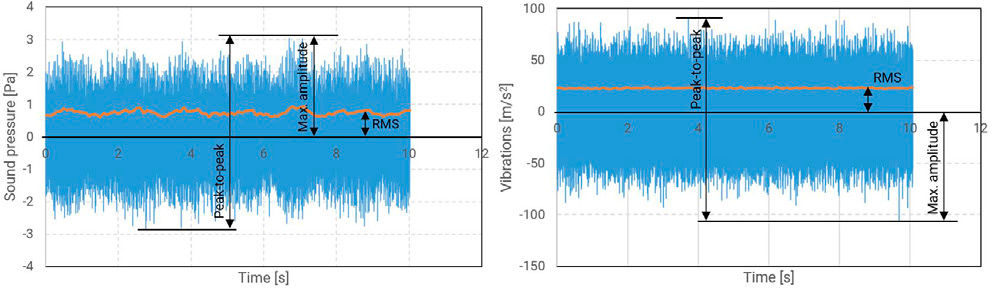
Figure 6—NVH testing set-up.Figure 7—Acquired sound pressure and vibration signal.
NVH Measurement
[advertisement]
The NVH testing setup is depicted in Figure 6. A Dytran 3055D1T accelerometer (Dytran Inc., USA) was affixed to the bearing housing adjacent to the drive gear to capture vibrational data, while a PCB Piezoelectronics 378B02 free-field microphone (PCB Piezoelectronics Inc., USA) was positioned 50 mm in front of the meshing gear pair to record airborne noise emissions. Data acquisition was carried out using the SIRIUSm data acquisition module from Dewesoft (Dewesoft d.o.o., Slovenia). NVH measurements for polymer gear pairs were conducted after 105 load cycles, a point at which the system was presumed to have reached thermal and mechanical steady-state conditions, with wear effects considered negligible in terms of influencing NVH characteristics. Acoustic and vibrational signals were recorded over a 10-second interval, employing a sampling frequency of 20 kHz. Representative signal traces are shown in Figure 7. For steel gear pairs, measurement was performed following a brief stabilization period, sufficient for torque and rotational speed to reach steady state, given the shorter operational duration of these tests.
Three principal quantitative metrics are typically extracted from the acquired vibration and acoustic signals: the peak value (maximum instantaneous amplitude), the peak-to-peak value (the range between maximum and minimum amplitudes), and the root mean square (RMS) value. These parameters are illustrated in Figure 7. The peak and peak-to-peak values reflect singular extrema within the signal and are particularly sensitive to transient phenomena or high-amplitude anomalies. As such, these metrics may be disproportionately influenced by isolated impact events or momentary disturbances, which do not necessarily reflect the sustained dynamic behavior of the system. In contrast, the RMS (Root Mean Square) value provides a robust representation of the signal’s effective energy content over the entire sampling period. It is calculated as follows:
(1)
From an applicable standpoint, the RMS value serves as a quantitative measure of the system’s vibratory energy. In contrast to the peak and peak-to-peak metrics—which capture instantaneous amplitude extremes and are susceptible to transient events—the RMS value offers a time-averaged representation of the total energy contained within the signal, thereby providing a more comprehensive and stable indicator of vibrational intensity.
The measured sound pressure was converted to sound pressure level (SPL), expressed in decibels (dB), which represents a logarithmic scale of the sound pressure relative to a standardized reference pressure of 20 μPa—commonly recognized as the threshold of human hearing. This threshold corresponds to the quietest sound perceptible to the average young, healthy individual under ideal conditions. The conversion was performed using the following equation:
(2)
where p is the root mean square sound pressure and p0 is the reference sound pressure (20 μPa or 0.00002 Pa).
Results and Discussion
Effect of the Material Pair and Operating Conditions
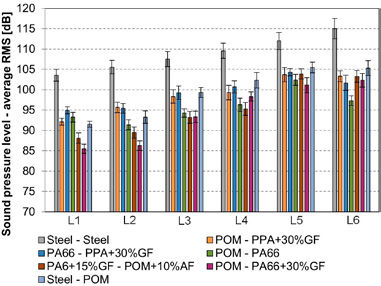
The mean RMS values of the sound pressure levels are presented in Figure 8, while the corresponding RMS values of the measured vibrational signals are shown in Figure 9. These results represent the arithmetic average of three independent test repetitions conducted under each operating condition, with error bands denoting one standard deviation to reflect variability in the measurements. For the benchmark steel gear pair, a relatively linear increase in sound pressure level was observed with rising torque and rotational speed. In contrast, the polymer gear pairs demonstrated a more complex and nonlinear acoustic response to changes in operating parameters. Notably, the steel gear pair consistently produced sound pressure levels approximately 10 dB higher than those of the noisiest polymer gear combination. Within the polymer gear group, a sound pressure level differential of approximately 10 dB was recorded between the highest and lowest performing material combinations at the lowest tested rotational speed. As rotational speed increased, a corresponding rise in sound pressure levels was observed. However, at the highest rotational speed, the variation in noise emissions across the polymer gear combinations diminished significantly. It is important to highlight that a sound pressure level difference of approximately 3 dB is typically considered the minimum perceptible threshold for the average human listener. Differences below this value, particularly at absolute levels exceeding 100 dB, are generally imperceptible under normal auditory conditions.
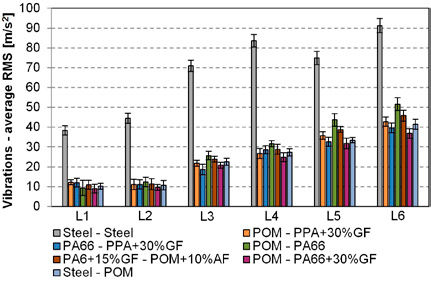
Figure 8—Sound pressure level, measured for the tested gear pairs.The temperature of plastic gears was controlled at 80°C in all tests(temperature measured on the teeth).Figure 9—Vibrations, measured for the tested gear pairs. The temperatureof plastic gears was controlled at 80°C in all tests (temperaturemeasured on the teeth).
It is important to underscore that all gear pairs were evaluated within an acoustically isolated chamber, ensuring that the recorded acoustic signals originated solely from the gear pair under test. In practical gearbox applications, however, the dominant source of radiated noise is typically the gearbox housing. This noise arises primarily from structural vibrations induced by the meshing gears, which are transmitted to the housing through the shafts and bearing interfaces. The RMS vibration values measured for the steel gear pairs were, in certain cases, more than double those observed for the polymer gear combinations. This substantial increase in vibratory energy suggests that gearboxes employing exclusively steel gears are inherently predisposed to higher acoustic emissions, due to more pronounced excitation of the housing structure.
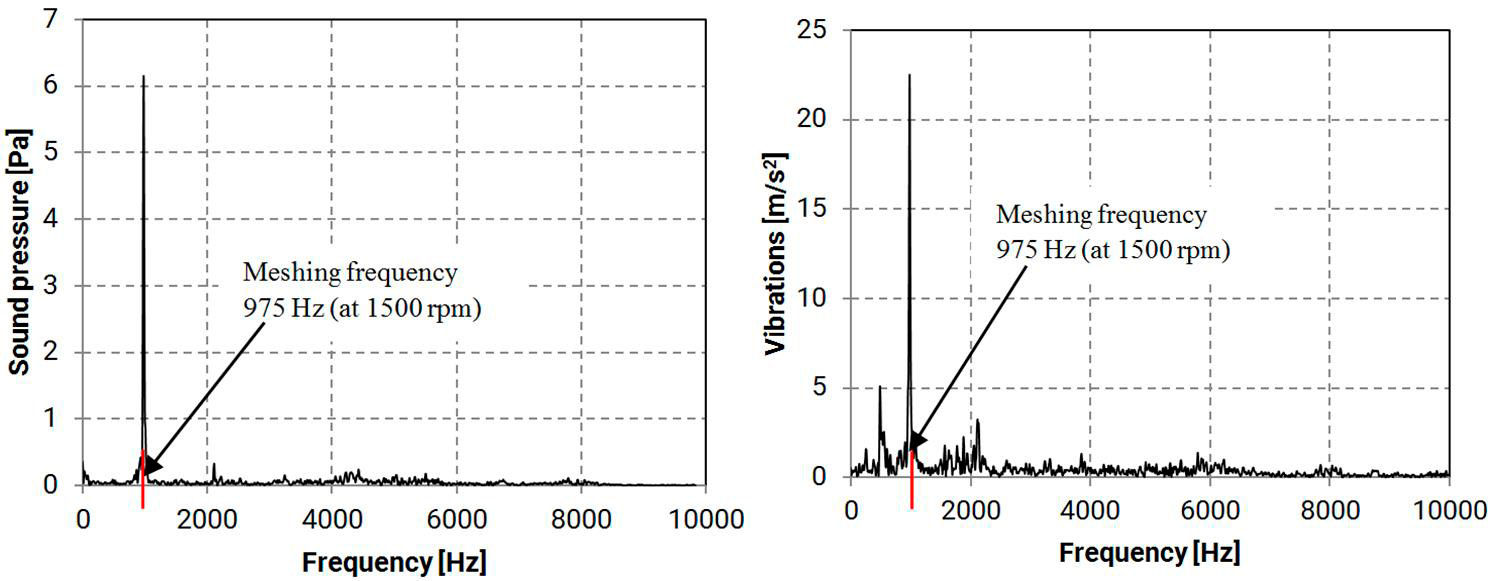
All material pairings were evaluated under identical operating conditions, including fixed torque, rotational speed, and actively controlled gear temperature. Nevertheless, the dynamic (modal) characteristics of the gear pairs varied due to differences in material density and stiffness. Consequently, the natural frequencies (eigenfrequencies) of each gear configuration were located at distinct positions within the frequency spectrum. For instance, the steel–steel gear pair exhibited eigenfrequencies that differed not only from those of the polymer–polymer pairs but also among the various polymer–polymer combinations themselves. When a mechanical structure is excited at or near one of its eigenfrequencies, it responds with significantly amplified vibration amplitudes—ideally exponentially approaching resonance. As a result, a specific material combination may exhibit elevated vibrational levels at one operating speed while demonstrating reduced response at another, depending on the excitation frequency relative to its modal properties. This phenomenon has practical relevance, as real-world gearboxes frequently encounter fluctuating loads and speeds. To verify that the observed NVH responses originated specifically from gear meshing and were not influenced by ancillary noise sources such as motor emissions, bearing noise, or environmental interference, fast Fourier transform (FFT) analysis was applied to both the vibration and acoustic signal datasets. It was critical to confirm that the dominant spectral peak in all analyzed signals corresponded to the gear meshing frequency. As illustrated in Figure 10, this criterion was met, thereby validating that the recorded NVH characteristics were attributable solely to the dynamic interaction of the meshing gear pair.
Figure 10—FFT of the measured vibrations and sound pressure signal. The rotational speed of the test was 1,500 rpm.
The superior NVH performance of steel–polymer and polymer–polymer gear pairs arises from a combination of physical and material-specific properties. First, polymers have a lower elastic modulus than metals, which reduces contact stiffness during meshing. This softer interaction lessens impact-induced excitation and enables smoother load transmission, thereby lowering the intensity of impulsive noise. Second, polymers possess much higher material damping than metals, allowing vibrational energy to dissipate as heat rather than propagate through the system. Their lower mass and density further decrease inertial forces, which helps minimize excitation amplitudes and structure-borne noise. In addition, the conformability of polymer gear teeth enhances load distribution, reduces localized stress concentrations, and limits micromechanical impacts, all of which contribute to quieter operation. Finally, favorable tribological characteristics—such as reduced stick-slip tendency due to lower friction coefficients—help suppress high-frequency vibrations and tonal noise components. Collectively, these factors lead to a marked reduction in both sound pressure levels and structural vibrations.
Effect of Wear
The effect of wear was investigated using Steel–POM and POM–PA66 gear pairs operating under dry conditions. Tests were carried out at a torque of 2.0 Nm, a rotational speed of 1,400 rpm, and a gear temperature of 80°C. Each gear pair was subjected to five consecutive test intervals, with 2 million load cycles per interval. An initial benchmark NVH measurement was performed on unworn gears at the start of the first interval. Subsequent wear assessments and NVH measurements were conducted after every 2 million load cycles (approximately 24 hours of operation), up to a total of 10 million load cycles. For each material combination, three independent tests were performed.
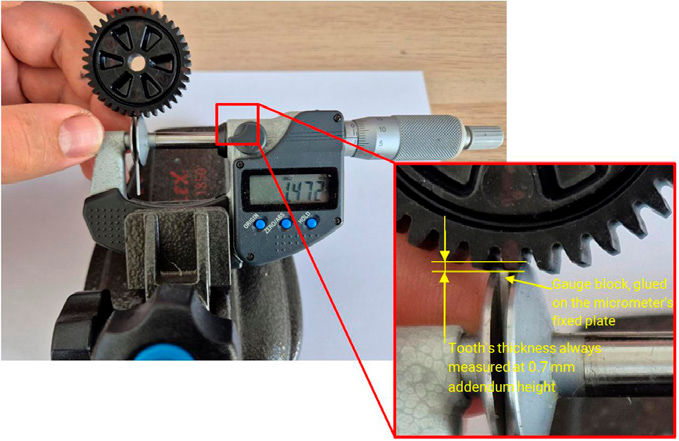
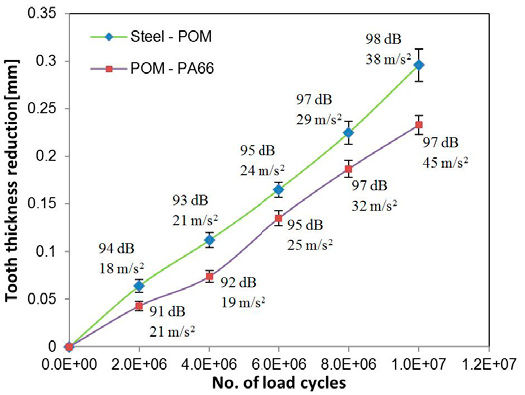
Wear was quantified based on the reduction in chordal tooth thickness. To ensure measurement consistency, the chordal height specific to the gear geometry was first established. A customized Mitutoyo micrometer screw gauge equipped with round anvils was utilized for the chordal thickness measurements. The chordal addendum was fixed at 0.7 mm from the tooth tip, using a gauge block affixed to the stationary anvil of the micrometer (Figure 11), thereby standardizing the measurement location across all test intervals. To eliminate variability due to gear positioning, all intermediate wear measurements were conducted with the gears mounted on the test bench, preserving a constant center distance throughout the testing campaign. For each gear, four representative teeth, uniformly distributed along the circumference, were marked and used for repeated measurements. Final wear measurements were performed after the gears were removed from the test rig. Figure 12 illustrates the correlation between progressive wear and NVH behavior. Over the test duration, the sound pressure level increased by an average of 6 dB for the POM–PA66 gear pair and 4 dB for the Steel–POM combination. Concurrently, the RMS vibration amplitude rose from 21 m/s² to 45 m/s² for the POM–PA66 configuration and from 18 m/s² to 38 m/s² for the Steel–POM pair. This increase in vibrational response is attributed primarily to elevated transmission error induced by gear wear. Černe et al. (Ref. 11) previously characterized this phenomenon through numerical simulation, reaching comparable conclusions.
Figure 11—Wear measuring method—measured is the reduction in tooth thickness at theselected addendum height.Figure 12—Average measured NVH in respect to the average wearmeasured for the tested gear pairs. Test conditions: 1,400 rpm, 2.0Nm, 80°C.
Effect of Grease
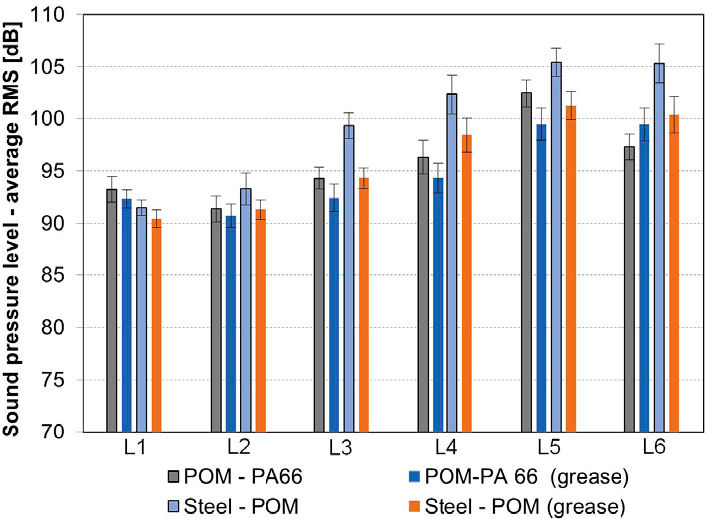
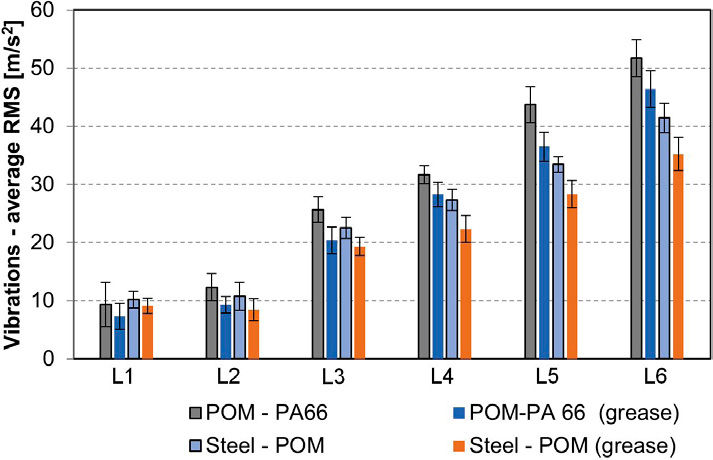
A comparative analysis of the measured sound pressure levels for dry and grease-lubricated conditions in Steel–POM and POM–PA66 gear pairs is presented in Figure 13, with corresponding vibration levels summarized in Figure 14. While differences at the lowest tested rotational speed were relatively minor, a marked improvement in NVH performance was observed at intermediate (L3, L4) and high (L5, L6) speed levels under lubricated conditions.
Figure 13—Comparison between measured sound pressure level for dry-run and grease-lubricatedtests.Figure 14—Comparison between measured vibrations for dry-run and grease-lubricated tests.
Overall, the application of grease exhibited a beneficial effect, acting as an additional damping medium within the gear tooth contact zone. This led to a reduction in impact-induced noise and vibration, as well as a suppression of stick-slip phenomena. The improved dynamic response is attributed to the lubricating film’s capacity to mitigate direct surface interactions and absorb vibratory energy during meshing. In between measured sound pressure level for dry and grease lubricated tests with Steel–POM and POM–PA66 combinations are shown in Fig. 13. Measured vibration levels are summarized in Fig. 14. While at the lowest tested rotational speed the differences were not so evident a quite significant improvement could be observed at the medium (L3, L4) and high (L5, L6) rotational speeds. In general, a beneficial impact of grease could be observed, which can be considered as an effect of an additional damping element in the contact, generating less impact noise and vibrations, while also reducing the stick-slip effect.
Conclusions
The study presents a comprehensive experimental assessment of the NVH performance of plastic gears in comparison to conventional steel gear pairs. The key findings are summarized as follows:
Plastic gear pairs exhibited substantially better NVH characteristics than steel gears. Sound pressure levels were reduced by up to 10 dB, while vibration levels decreased by more than 50% in some cases, underscoring their potential for noise-sensitive applications.
Among the tested pairs, POM–PA66+30%GF gears achieved the best NVH performance, benefiting from higher meshing stiffness and lower transmission error. In contrast, the POM–PA66 pair showed the highest vibration levels among plastic gears, linked to lower stiffness and greater transmission error.
Gear wear led to a noticeable deterioration in NVH performance. Over 10 million load cycles, sound pressure levels rose by 4–6 dB, and vibration amplitudes nearly doubled, emphasizing wear as a critical determinant of long-term acoustic performance.
Grease-lubricated gears consistently outperformed dry-running pairs, particularly at medium and high rotational speeds. The improvement is attributed to grease acting as a damping medium, which reduces impulsive forces and mitigates stick-slip effects.
These results provide valuable guidance for gear designers and engineers in selecting suitable polymer materials and lubrication strategies to achieve superior acoustic behavior. Future research may focus on advanced wear monitoring techniques and dynamic modeling approaches to enable predictive NVH performance under real-world operating conditions.
References
D. Zorko, J. Duhovnik, and J. Tavčar, “Tooth bending strength of gears with a progressive curved path of contact,” J. Comput. Des. Eng., Vol. 8, No. 4, pp. 1037–1058, Aug. 2021, doi: 10.1093/jcde/qwab031.
R. Wu, P. Wei, Z. Lu, H. Liu, D. Zorko, and H. Xie, “A comparative study of fatigue behavior between S-shaped and involute POM gears,” J. Comput. Des. Eng., Vol. 9, No. 6, pp. 2483–2494, Dec. 2022, doi: 10.1093/jcde/qwac121.
D. Zorko, J. Tavčar, M. Bizjak, R. Šturm, and Z. Bergant, “High cycle fatigue behaviour of autoclave-cured woven carbon fibre-reinforced polymer composite gears,” Polym. Test., Vol. 102, p. 107339, Oct. 2021, doi: 10.1016/j.polymertesting.2021.107339.
T. J. Hoskins, K. D. Dearn, S. N. Kukureka, and D. Walton, “Acoustic noise from polymer gears—A tribological investigation,” Mater. Des., Vol. 32, No. 6, pp. 3509–3515, Jun. 2011, doi: 10.1016/j.matdes.2011.02.041.
B. Trobentar, M. Hriberšek, S. Kulovec, S. Glodež, and A. Belšak, “Noise Evaluation of S-Polymer Gears,” Polymers, Vol. 14, No. 3, p. 438, Jan. 2022, doi: 10.3390/polym14030438.
B. Polanec, S. Glodež, and A. Belšak, “Noise Evaluation of Coated Polymer Gears,” Polymers, Vol. 15, No. 3, p. 783, Feb. 2023, doi: 10.3390/polym15030783.
Benjamin van Wissen, Leonid Pastukhov, Fumio Mitsuzuka, Kazuyuki Iwanaga, and Adnan Hasanovic, “NVH performance of thermoplastic gears; modelling and measuring,” in In Proceedings: International Conference on High Performance Plastic Gears, Garching by Munich, Sep. 2023.
Julien Cathelin, “Plastic Gears: Investigation on Noise and NVH Behavior,” in In Proceedings: International Conference on High Performance Plastic Gears, Garching by Munich, Sep. 2023.
“VDI 2736: Blatt 4, Thermoplastische Zahnräder, Ermittlung von Tragfähigkeitskennwerten an Zahnrädern,” 2014, VDI-Verlag GmbH, Duesseldorf.
“ISO 1328-1:2013: Cylindrical gears—ISO system of flank tolerance classification - Part 1: Definitions and allowable values of deviations relevant to flanks of gear teeth,” 2013.