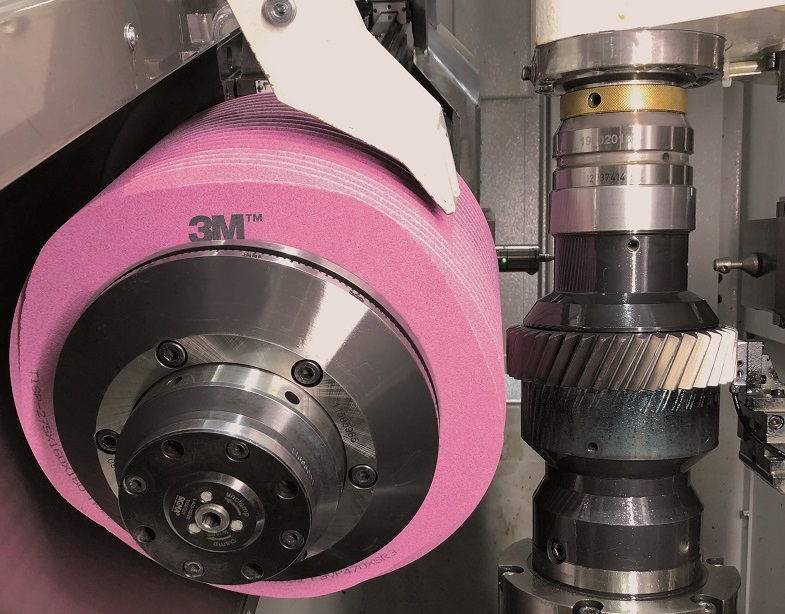
The automotive industry is evolving. The trend toward more electromobility is also changing the way cars are being manufactured. In some cases, this has a serious impact, not only on automakers themselves, but also on suppliers. Jürgen Hechler, Global Application Engineering Leader at 3M, is nevertheless confident: "We expect the demand for high-precision abrasives to continue to grow, despite the discussion about electromobility." Among other things, 3M supplies the automotive industry with abrasives for machining gears and shafts.
A very important parameter when designing a gear pair is the maximum surface contact stress that exists between two gear teeth in mesh, as it affects surface fatigue (namely, pitting and wear) along with gear mesh losses. A lot of attention has been targeted to the determination of the maximum contact stress between gear teeth in mesh, resulting in many "different" formulas. Moreover, each of those formulas is applicable to a particular class of gears (e.g., hypoid, worm, spiroid, spiral bevel, or cylindrical - spur and helical). More recently, FEM (the finite element method) has been introduced to evaluate the contact stress between gear teeth. Presented below is a single methodology for evaluating the maximum contact stress that exists between gear teeth in mesh. The approach is independent of the gear tooth geometry (involute or cycloid) and valid for any gear type (i.e., hypoid, worm, spiroid, bevel and cylindrical).
Spur gear surface endurance tests were conducted to investigate CBN ground AISI 9310 spur gears for use in aircraft applications, to determine their endurance characteristics and to compare the results with the endurance of standard vitreous ground AISI 9310 spur gears. Tests were conducted with VIM-VAR AISI 9210 carburized and hardened gears that were finish ground with either CBN or vitreous grinding methods. Test conditions were an inlet oil temperature of 320 K (116 degree F), an outlet oil temperature of 350 K (170 degree F), a maximum Hertz stress of 1.71 GPa (248 ksi), and a speed of 10,000 rpm. The CBN ground gears exhibited a surface fatigue life that was slightly better than the vitreous ground gears. The subsurface residual stress of the CBN ground gears was approximately the same as that for the standard vitreous ground gears for the CBN grinding method used.