Skiving has been around for a long time, but recent advances in technology have improved the speed and effectiveness of this gear-making process making it a more viable manufacturing option for gear producers. It has long been recognized that skiving would be a much more productive process than shaping for cutting many internal gears. Mytec Hydraclamp clamping tools are robust and rigid enough to minimize vibrations caused by the high spindle rpms and significant cutting forces generated by the new gear-skiving process.
Today’s demands also include clamping very thin parts for the robotic gearboxes (flex spline gearbox). Mytec Hydraclamp clamping tools are designed to clamp components the entire length of the clamping area. If the component is irregularly shaped, we clamp around it to achieve the highest accuracy. View the graphic as an example of a clamping situation with such a component used in the robotic gearbox. Note the external shape is irregular and the clamping area is very short. We designed a hydraulic chuck in combination with a changeable backstop and slotted collet. This gives the customer options to clamp different diameters and components with one hydraulic chuck. This hydraulic chuck is used to machine the spline in the “Gear Shaping” process on a Liebherr machine.
Mytec Hydraclamp continues to work closely with different machine producers to develop the perfect clamping solutions providing the highest runout accuracy, successive repeatability, and high clamping force applications. Euro-Tech Corporation is the exclusive North American distributor of the Mytec Hydraclamp product line.
eurotechcorp.com
Ringspann—#431968 (West Building)
Precision clamping fixtures for the complete machining of thin-walled lightweight components and high-precision internal clamping systems for use in gearing technology—just one reason why Ringspann has recently consolidated its position as an OEM supplier for machine tool manufacturers. Now the German company is surprising the industry with another innovation: high-performance diaphragm and taper sleeve clamping systems that are specially tailored to the requirements of the currently very popular power skiving process to produce high-precision external and internal gears.
As an alternative to gear hobbing, gear shaping, and broaching, skiving is enjoying renewed interest in the domain of gearing technology. Increasing quality and productivity demands in gear manufacturing are reviving the interest of machine tool manufacturers and e-drive producers in the manufacturing principle developed more than 100 years ago. Why? The process not only meets high standards of precision and accuracy but is also proving to be an extremely economical method for the cutting soft and hard machining of internal and external gears in the face of growing demands for batch size flexibility in series production. In addition, innovative leaps in control technology, high-performance machining and machine statics are fueling the entry of skiving into the production processes of gear manufacturers and gear suppliers. While other gearing processes must be used on special machines, power skiving can be used within the scope of complete machining in modern 5-axis centers. Accuracy losses due to multiple clamping can be reduced, as well as machining and set-up times.
Deformation-free Clamping
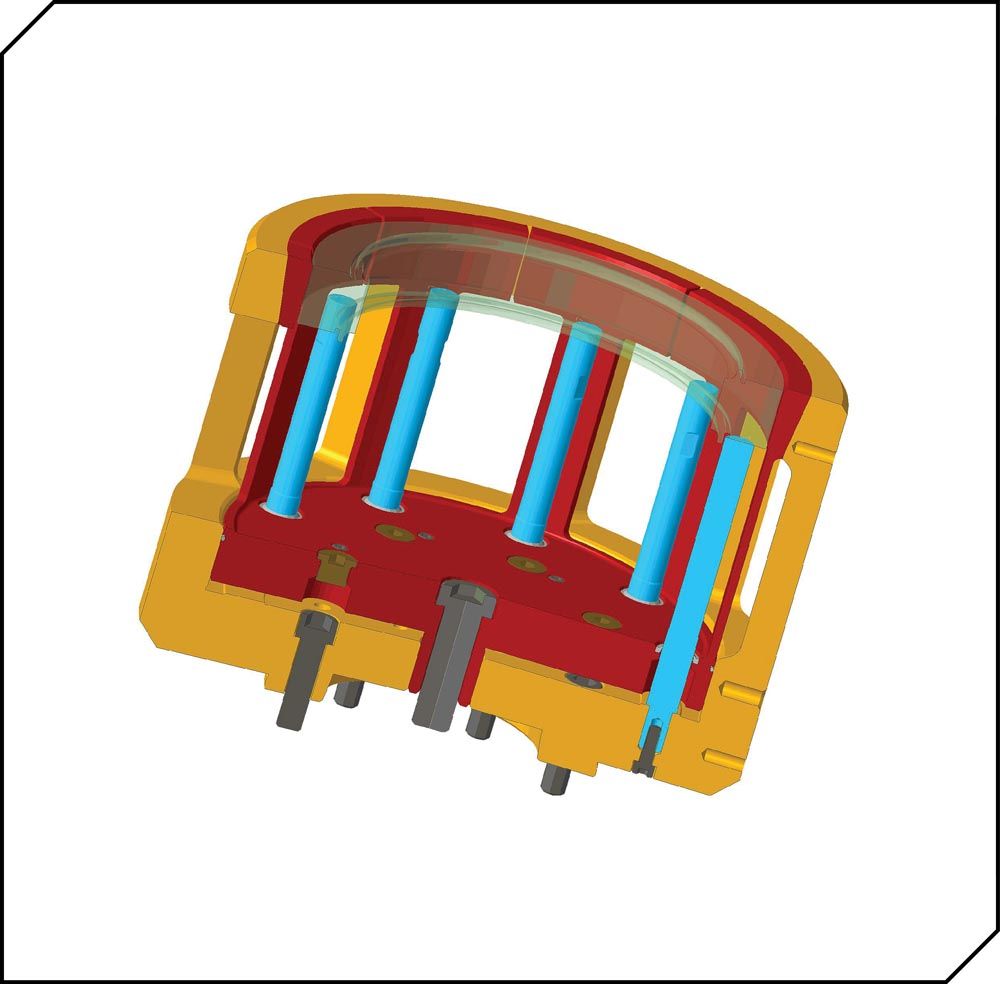
However, the many advantages of skiving can only be fully realized in the practice of gearing technology if suitable clamping systems are used on the machines. This is because gear skiving is characterized by a precisely positioned skew between the driven workpiece and tool axes (axis intersection angle) and the synchronization of both speeds. The adjustment of the tool with a defined axial feed and the speed coupling of the workpiece and tool results in a relative movement with which the free space between the teeth is peeled into the material. In order for this to take place disturbance-free and with very short machining times (up to 50 percent faster than with gear hobbing), the clamping systems used here must be balanced for high speeds and guarantee problem-free chip removal. The diaphragm and taper sleeve clamping systems from Ringspann, which have been further developed for skiving, are precisely tailored to these requirements. They are particularly predestined for the internal gear cutting of thin-walled workpieces that must not deform under circumstances during machining—for example, weight-optimized toothed rings for planetary gears. In this application, for example, they replace conventional jaw chucks.
Open for Safe Chip Removal
“Both versions of Ringspann’s skiving clamping systems are based on fundamental functional principles that have proven themselves in gearing technology over a number of years,” says Joe Thompson, North American product manager of Workholding Solutions. Typical of their design is a relatively open construction, which enables rapid chip removal. Characteristic of the diaphragm clamping systems are a short overall length and a very uniform application of the clamping forces on the workpiece. They also offer the possibility of clamping on the shortest clamping surfaces. The key features of the taper sleeve clamping systems, on the other hand, are the large clamping depth and an impressive degree of rigidity. In both cases, the frictional connection is made via workpiece encompassing clamping elements, which can be quickly and easily exchanged during changeover. Ringspann supplies both versions ready for use, balanced and, if required, with air system control.
Added Benefit in the Process
The e-mobility boom in particular is causing a significant rise in demand for planetary gears. This is currently leading to growing interest in internal gears that can be manufactured very efficiently via skiving. The use of Ringspann’s diaphragm and taper sleeve clamping systems can help both gear suppliers and gear manufacturers to fully exploit the productivity and flexibility benefits of this process. Machine tool manufacturers, on the other hand, who offer skiving as part of complete multiaxis machining, can offer their customers Ringspann clamping systems as an added benefit within the scope of process integration.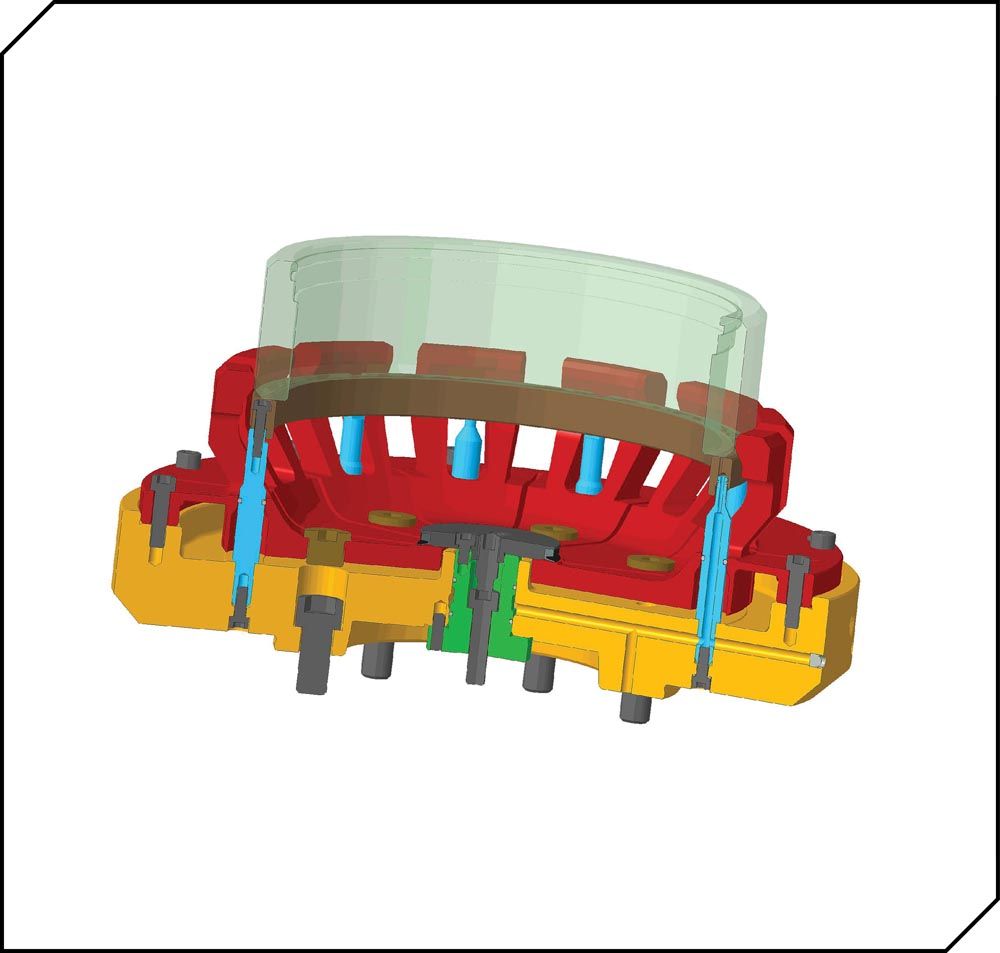
Ringspann’s skiving clamping systems at a glance
Diaphragm clamping system for internal gears:
• Lightweight construction
• Power or manual operation
• Clamping with draw-down effect
• Air system control in contact bolt or backstop ring
• Open design optimizes chip removal
Taper sleeve clamping system for internal gears:
• Power operation
• Clamping with draw-down effect
• Air system control in contact bolt or bearing ring
• Open design optimizes chip removals
ringspanncorp.com










