IMTS 2024 Will Be Here Before We Know It
July 23, 2024



The impending mobility revolution and the electric vehicles associated with it are currently the talk of the town. When it comes to their production, a number of changes are on the horizon, particularly with regard to gear manufacturing. The new recipe for success for flexible gear cutting is power skiving. This innovative machining method offers enormous potential for all those working in the field of gear manufacturing. However, to design and to deal with skiving processes require the support of true high-performance software - and this is where esco GmbH from Aachen comes into play.
The topic of electromobility is ever-present. It seems that not a day goes by without some automotive manufacturer informing the public about its future roadmap in this area. And the fleet strategy of virtually every manufacturer is clearly moving in the direction of electric vehicles. However, it is not only the technology, being hailed as the drive of the future, that will in all likelihood change the entire automotive industry. It is also the field of e-car production where alternative manufacturing processes could turn everything that has been done so far upside down – and power skiving can definitely be classified as a disruptive technology.

Latest Technology
The machining process, which is suitable for a wide range of components and component features, has the potential to significantly improve productivity, flexibility and cost in the series production of gear components. The special machining method is a continuous cutting process that is much faster than shaping and offers more flexible machining than broaching and gear hobbing. The focus of power skiving, an economical and flexible gear cutting process, is on internal gears and gears with process-limiting interference contours. The types of gearing can be diverse: starting with arbitrarily corrected involute running gears to splines through to toothed belt or sprocket profiles. An important factor here is the accuracy that can be achieved: Power skiving can produce gearing in a module range of approximately mn = 0.3 to mn= 8 mm in DIN quality 5.
The power skiving concept was first patented in 1910 by German engineer Wilhelm von Pittler. However, the fact that it took almost 100 years until the technology could be used efficiently on an industrial scale was mainly due to the considerable challenges of implementing the technology. This was anything but trivial, especially when it came to fully understanding the kinematics of the process and achieving perfect synchronization between the workpiece spindle and the tool spindle even at extremely high speeds. Ultimately, only high-resolution electric motor spindles and "fast" controls were able to lead to the breakthrough of power skiving. Furthermore, for the creation of optimum machining conditions, programming and application strategies for the production of high-precision gears had to be developed.

A Sought-After Alternative
Since those who were already using power skiving 15 years ago achieved outstanding results with it, an increasing number of machine tool manufacturers also invested in the technology from then on. From the user's point of view, the initial focus was on the replacement of internal broaching, as this process in particular is considerably inferior to power skiving - from the lower flexibility to the higher tool investments through to the improved lead times for both new tools and tool reconditioning.
Even shaping, which has improved greatly in recent years with fast-stroke machine tools and highly productive cutting tools, cannot compete with power skiving - particularly in terms of productivity, which in many cases is three to four times higher with power skiving.
Another very productive method is hobbing, but it can only be efficiently (productively) applied to external gears and on special gear cutting machines as it comes to big limitations on multi-functional machining centers. This, however, presents a disadvantage, as gear hobbing machines are single-purpose machines and not suitable for the increasingly required complete machining of drive components. More handicaps occur through the ever more compact gear and gear shaft designs: The associated narrow arrangement of the gear teeth exacerbates collision conditions in production, as the overrun paths required in gear hobbing are no longer feasible.
On the other hand, this is clearly an opportunity for power skiving to score points: roughing and finishing operations can be carried out on a machining center in just one set-up and alongside all other operations. Since this ultimately means that almost all component features can be machined without costly and time-consuming component handling, it is not surprising that the demand for power skiving solutions has risen sharply, especially since the automotive industry has been investing massively in electric mobility. Due to the use of new transmission systems in electric cars, conventional production facilities with their specialized gear machining machines are often no longer state of the art.
However, the widespread use of the technology is dependent on the supply of high-precision power skiving tools, which need to be individually designed for each gearing (module, profile and number of teeth). Both solid profile tools made of high-speed steel or solid carbide and indexable insert solutions are used. But particularly the design and manufacture of these highly productive precision tools require, in addition to technological expertise, the competence and ability to model and simulate all process steps and optimize them digitally. This is exactly what esco has developed as a comprehensive software solution.
A Complete System


In fact, esco specializes in system software solutions for the development and manufacturing of precision tools all the way to geometric quality control. The system solution developed for the development, design and production of power skiving tools is based on the long-proven PTM software (Precision Tool Manufacturing). Incorporating all relevant manufacturing processes in a virtual machine, it enables tool development, feasibility analysis and manufacturing automation based on the exact mathematical mapping of geometric and kinematic parameters. At its core, the software, which was launched in 1993 and supplemented about 10 years ago with efficient software tools for power skiving, consists of a library of kinematic models that precisely model the degrees of freedom and axis movements of the respective manufacturing processes.
PTM for power skiving offers all the necessary features for the geometric design of power skiving tools - for any type of gearing, including quantitative feasibility analyses via process simulation. The results of the cutting geometry analysis provide important information for optimizing the setup data. Consequently, effective clearance and rake angles as well as cutting speeds can be calculated and displayed for the entire cutting edge.
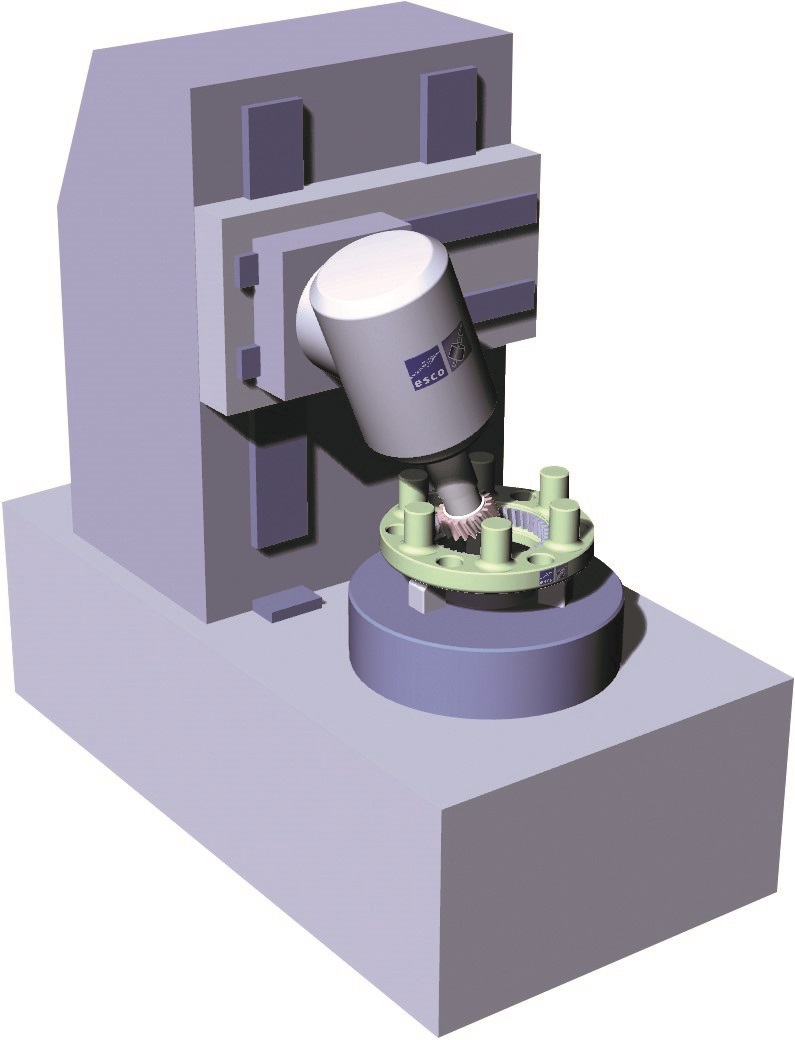
For 3D visualization with exact geometric and kinematic data, esco has developed the software tool EVA4D (esco Visualization Application 4D). EVA4D, which is linked to the virtual machine, enables easy parameterization and the import of collision geometries to enable a flawless, collision-free process.
For this purpose, all marginal conditions for a defined machining task are defined, tested and optimized in the virtual environment. In addition to tool design, this also includes the provision of data for resharpened tapered skiving tools: the calculation of the effective width is supported by respective program features, and the optimized setting data for the tool life are automatically calculated - this alone has the potential to reduce the idle time by 25 percent. Other processes and technology-oriented modules are also in the focus, such as the automated calculation of technology-oriented cut layouts with the corresponding setting data for each cut.
From Design to Manufacturing
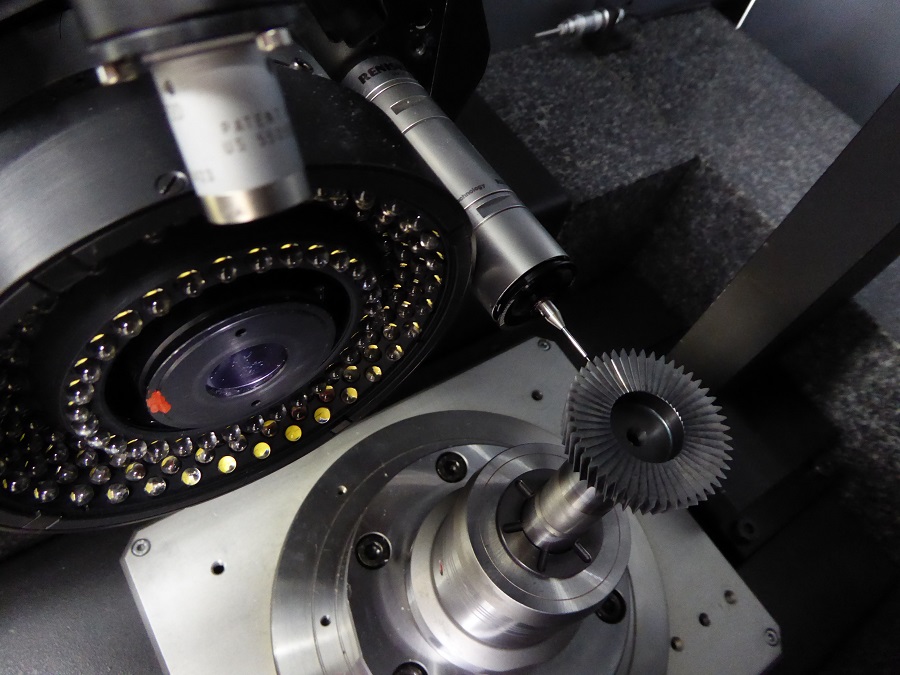
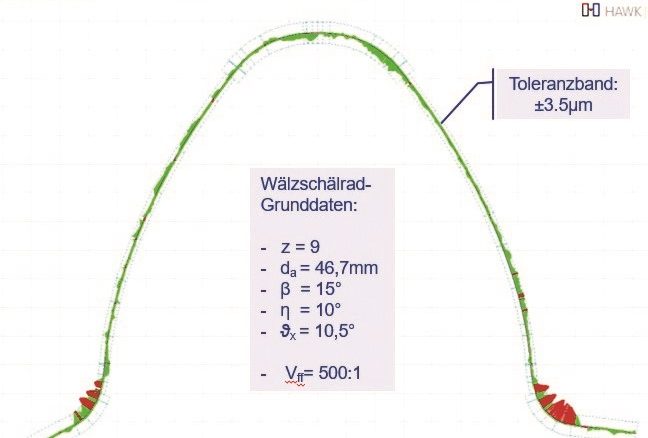
At a later point, PTM automatically transfers the skiving wheel data to the modules for simulating the grinding, including the automatic calculation of the grinding wheel geometries and grinding paths up to the transfer of the NC programs for dressing and grinding to the grinding machine. For the last manufacturing step, esco offers the software support necessary for guaranteed, repeatable high tool quality: The fully integrated measuring and evaluation system HAWK provides all analysis options within the scope of the measurement of skiving gears. A particularly impressive feature is that in the so-called ClosedLoop, a control loop to ensure consistently high quality, the measured deviations are fed back into the dressing and grinding process for automatic compensation. In this way, throughput times from design to the finished tool can be minimized - with documented quality and the best possible use of resources. For a further reduction of the design and development time as well as an extended continuity of the process chain up to the (power skiving) machine, PTM for power skiving is continuously supplemented by new practice-oriented features.
Result
The efficiency of conventional manufacturing methods in gear manufacturing is limited. Compared to power skiving, serious disadvantages arise at the latest when companies require more flexibility and productivity. This is why power skiving is an immensely important technology for tool and machine manufacturers who want to remain at the forefront of gear cutting - including the design and production of optimized tools. This is further reinforced by the fact that the industry has been showing increased interest for some time now. The expected developments in e-car production also underline the fact that this method will continue to gain ground and play an even more important role in the production of gear components in the future. In this, esco can provide support as a competent system partner. Through efficient simulation methods and the control of the entire tool life cycle, the company's software system offers the ideal tool for the design and manufacturing of high-precision and high-performance power skiving tools.
About esco: Since 1993, esco has offered digital manufacturing technologies and system solutions for the design, simulation and manufacturing of precision cutting tools. The company has expertise within advanced machining technologies like gear manufacturing, threading and other high-precision applications. esco delivers high-end and user-friendly software products like Precision Tool Manufacturing (PTM) und HAWK to leading manufacturers of cutting tools around the world. The company has its headquarters close to Aachen, Germany.




