IMTS 2024 Will Be Here Before We Know It
July 23, 2024


Within the last decade, hard finishing technologies become highly relevant. Increasing the power density of a gearbox requires precisely machined gears without heat distortions. Especially in noise-sensitive applications, both honing and grinding are often applied.
Specialists in gear design and gear manufacturing often argue that honing gives a better noise behavior than grinding. Allegedly, the surface texture of honing is favorable to noise excitations. Taking a detailed look into the formation of noise, the root cause of noise is always related to the contact geometry of the meshing flanks. When designing gears, flank form modifications need to be introduced coping for tolerances and load induced displacements. To achieve the theoretical mesh transmission error MTE, the flank topography needs to correspond to the theoretical topography. If this is not given the running behavior of a real gear in terms of load capacity and noise excitation will differ from what was designed.
However, not only deviations in profile and lead are responsible for gear noise. Regular micro undulations on flanks will cause high order excitations being very unpleasant to the human ear. A hard finishing technology needs to guarantee both: a flank form corresponding to nominal data and a surface without regular microstructures.
One important parameter in design and manufacturing is twist. Twist causes a premature tooth contact and leads to a high MTE. Twist control for honing is embedded in the shape of the dressing master. Nevertheless, honing does not allow a comprehensive geometry control being robust for non-equidistant stock coming from heat distortions or soft machining. Unequal stock is critical and requires a rather high dressing frequency of the honing tool. In contrast to honing generating grinding offers a perfect control of the gear geometry by effectively eliminating all heat distortions. Only grinding allows an effective control of the flank topography even when the grinding stock is varying. Twist control is state of the art in generating grinding for many years.
Generating grinding leads to gears with a perfect spacing and teeth corresponding to nominal data, as long as the workpiece fixture works accurate, and the grinding machine is capable. The equality of all teeth ensures high quality, and – depending on the design - a low sound pressure level. However, the subjective noise perception might be unpleasant due to the high tonality of the sound experience on the ear.
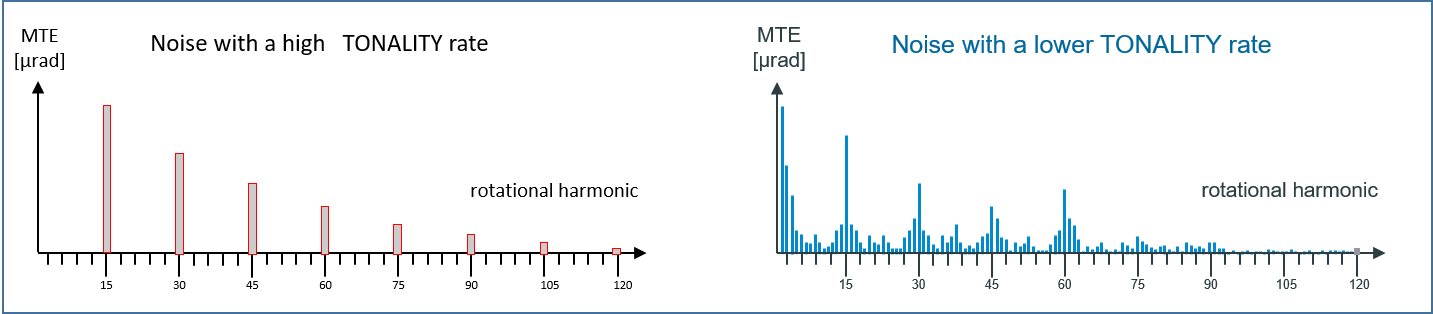 Figure 1: Order spectra of a high quality and low quality gear with 15 teeth.
Figure 1: Order spectra of a high quality and low quality gear with 15 teeth.
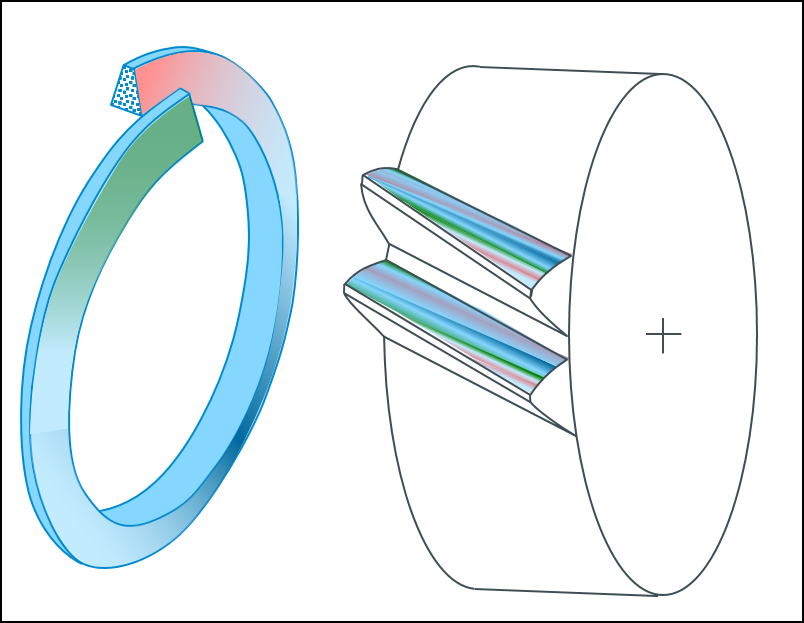 Figure 2: Modulation of the grinding worm texture and the gear flank surface.
Figure 2: Modulation of the grinding worm texture and the gear flank surface.The task in generating grinding of noise critical gears is to keep the high quality level and reducing the tonality rate of the noise. This can be achieved by modulating the surface texture. Since the transition from roughness to geometry is somehow fuzzy, texture modulations will also appear as tiny deviations compared to a mathematically smooth surface. This is not to be confused with regular micro undulations. By varying the speed of dressing roll during dressing cycle the grinding worm is exposed to a modulation of the cutting efficiency. This effect creates the desired flank surface modulation during generating grinding. Figure 2 shows the modulation on one thread of the grinding worm in different color gradients and the effect of the tooth flank. The density of the surface modulation is influenced by the wavelength of the dresser speed modulation during dressing and the angle of the gear surface texture by the shift amount. Klingelnberg calls this principle QSS – Quiet Surface Shifting.
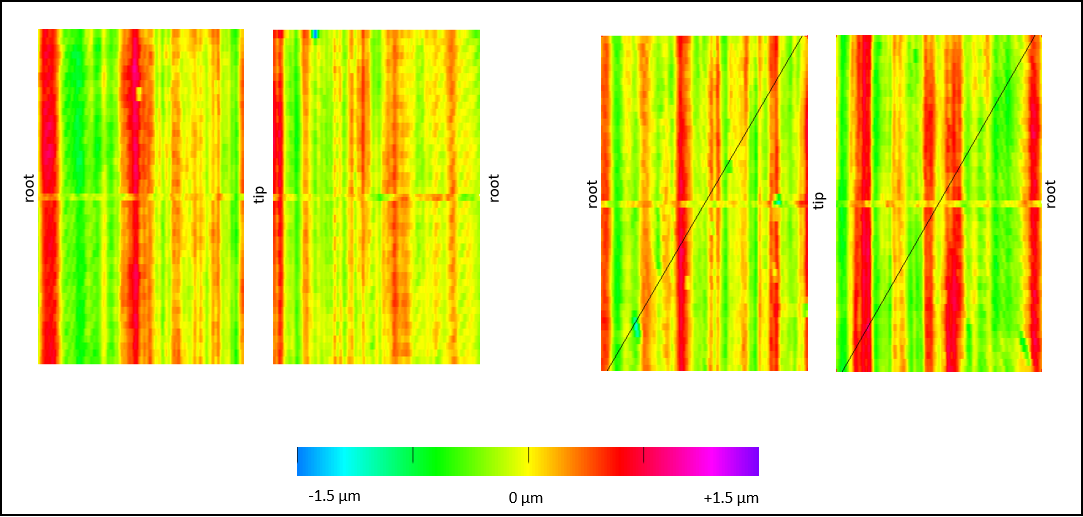 Figure 3: Tooth flank surface without QSS (left part) and with QSS (right part).
Figure 3: Tooth flank surface without QSS (left part) and with QSS (right part).
The QSS induced surface deviations are within the range of a precise grinding process guaranteeing the high quality of generating grinding. Nevertheless the surface modulation will create side bands in the order spectrum reducing the tonality of the noise experience.