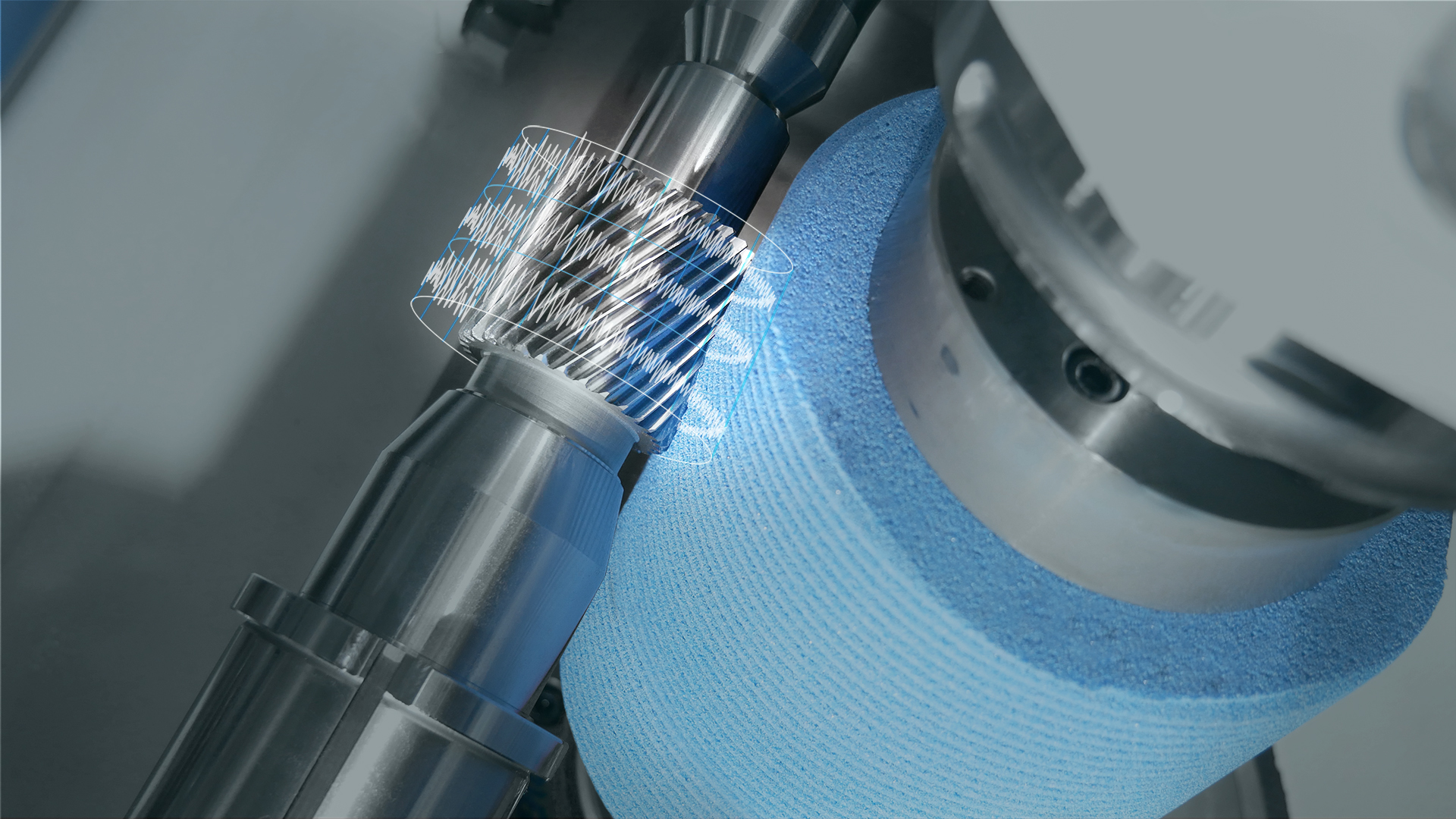
For the research developed in this work, an existing simulation model of the generating gear grinding process based on a penetration calculation approach is used. Further, an extension of the model considering a realistic modeling of the grinding worm topography and the macro movements of the grinding worm during the process is presented. The result of the simulation is the microinteraction characteristics throughout the grinding of the gear flank. In the end, the information about microinteraction characteristics obtained will be used for the calculation of force and energy in generating gear grinding.
Fully electric vehicle drives usually require two-stage, non-switchable transmissions. One would think that this greatly simplifies the production. Finally, the described transmission structure has just four gears, distributed on the drive shaft, the second stage with fixed wheel and intermediate shaft as well as the axle drive wheel. But the conditions are not that simple: First of all, the engine speeds of the electric drive with up to 16,000 rpm are much higher than those of the combustion engine. For this purpose, electric motors deliver an almost constant torque over a wide speed range. Unlike the combustion engine, it is already attached to the transmission from zero speed. In addition, there is an additional boundary condition that makes production much more demanding than with the conventional powertrain.
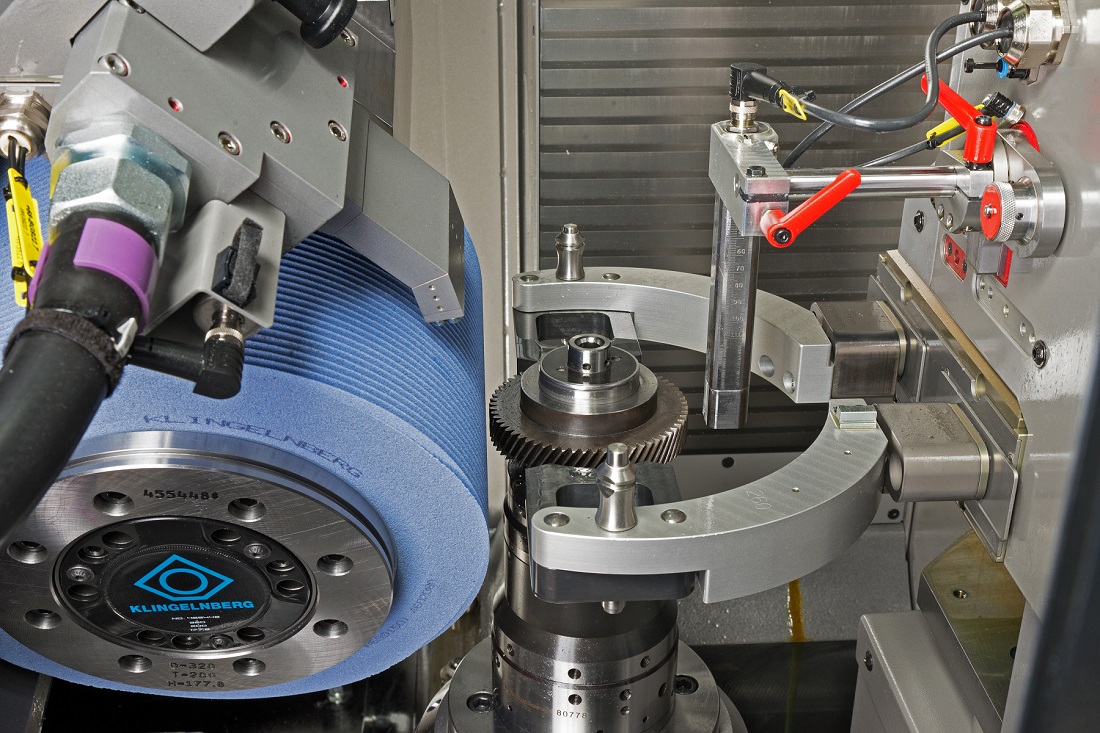
In order to improve load-carrying capacity and noise behavior, gears usually have profile and lead modifications. Furthermore, in gears where a specified tooth-flank load application direction (for drive and coast flanks) is a design enhancement, or even compulsory, the asymmetric tooth profile is a further solution. Nowadays, many gears need to be hard finished. Continuous generating grinding offers a very high process efficiency, but is this process able to grind all modifications, especially asymmetric gears? Yes, it is!